Ballast¶
3.1 Introduction¶
Railway ballast is the layer of crushed stone that supports the sleepers, distributes traffic loads to the subgrade, and holds the track in its correct geometric position [124, 65, 141]. The governing rule, which concisely captures everything this chapter explains, is:
"The ballast layer shall not vary, but shall consist of crushed stone of strong rock, with a good distribution of coarse particles of large and small diameter, cubic particle shape, and low fine-particle content."
The following terminology is used throughout the chapter to distinguish rail-level references, ballast dimensions, and the formation plane.
| Term | Meaning |
|---|---|
| Top of lower rail (skinneoverkant laveste skinne, SOK) | Rail-head level measured on the lower/cant-down rail; the reference datum for track geometry. |
| Ballast depth (ballasttykkelse) | Thickness of ballast beneath the sleeper down to the formation plane. |
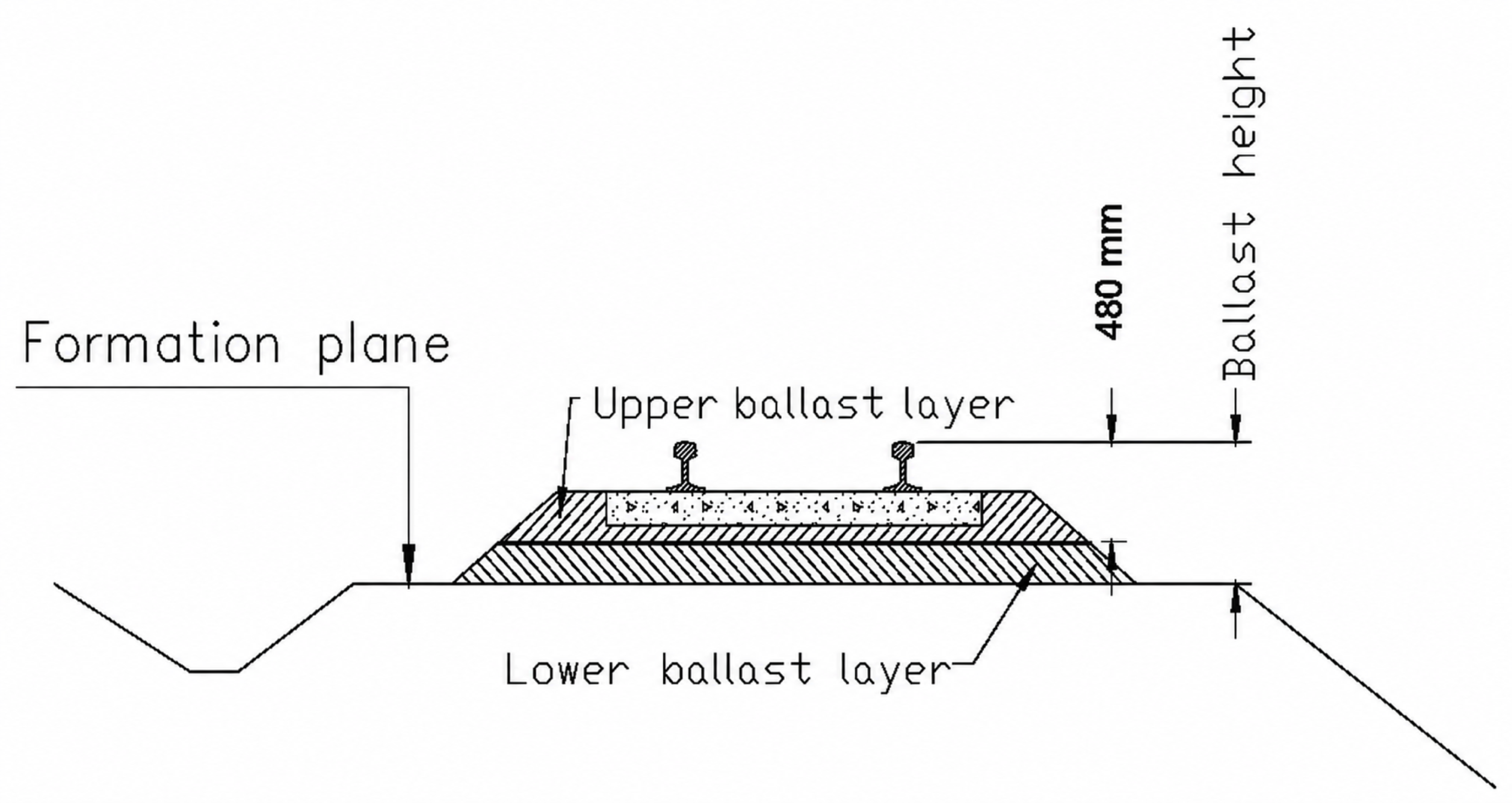
| Ballast height (ballasthøyde) | Total height of the superstructure from the top of lower rail to the formation plane. |
| Ballast shoulder (ballastskulder) | Ballast outside the sleeper ends; critical for lateral track stability. |
| Crib ballast (krybbe) | Ballast volume between adjacent sleepers. |
| Formation plane (formasjonsplan) | Prepared top of the substructure on which the ballast layer is placed. |
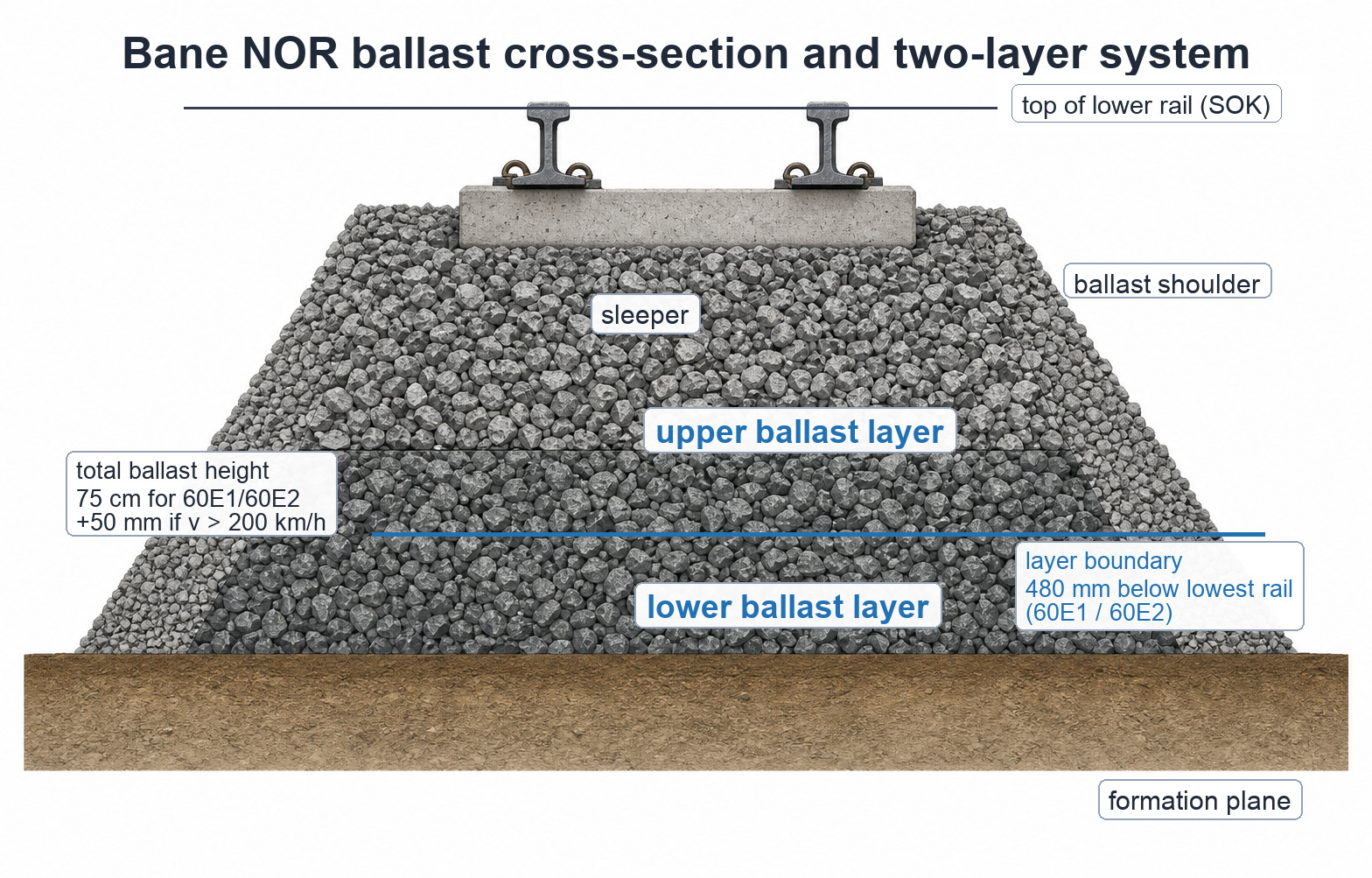
The corresponding technical regulation construction drawing is shown in Figure 3.1. It is especially useful for locating the formation plane, the upper and lower ballast layers, and the ballast-height reference used in Norwegian practice.
3.2 Functions of the Ballast Layer¶
Railway ballast must simultaneously perform four distinct mechanical and hydraulic functions [124, 65]:
-
resist lateral and longitudinal track displacement;
-
distribute vertical wheel loads to the formation;
-
provide drainage; and
-
provide a degree of vertical compliance and damping.
These functions must be delivered at the same time. If one of them is insufficient, the result may be geometry defects, accelerated component wear, and shorter maintenance intervals. The sections below describe each function and its dependence on ballast quality.
3.2.1 Lateral and Longitudinal Track Stability¶
The primary mechanical task of the ballast is to resist the lateral and longitudinal forces that act on the sleepers. Lateral forces from wheel–rail contact in curves, and compressive thermal forces from continuously welded rail (CWR), push the track sideways. If the ballast resistance is insufficient, the track buckles laterally (solslyng, sun kink) [10]. Longitudinal forces from braking and traction are also resisted by the ballast.
Resistance is generated by:
-
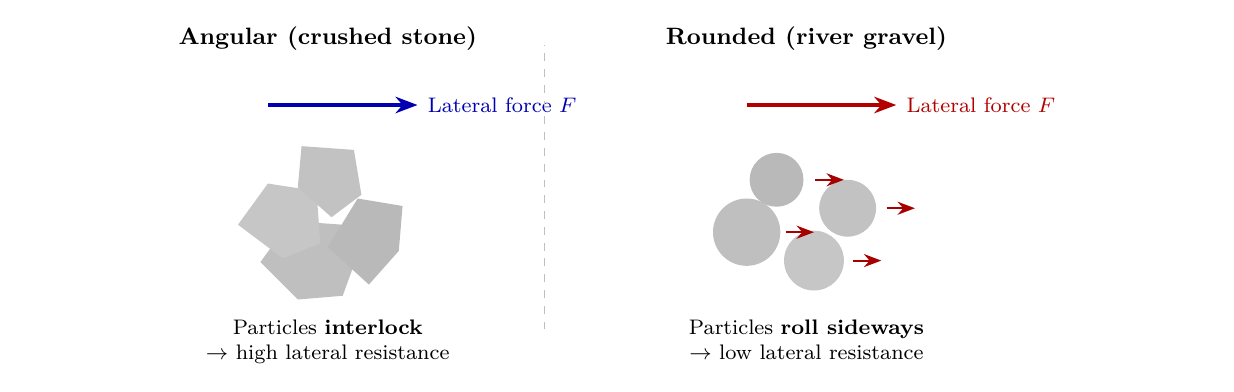
Friction between the crushed stone particles (interlocking): this is why angular, crushed stone (pukk) is used rather than rounded river gravel. Round particles would roll like ball bearings; angular particles lock together.
-
Weight: the high density of ballast increases the normal force and therefore the frictional resistance.
-
Confinement of the sleeper: the ballast surrounds and grips the sleeper on all sides.
The required ballast shoulder width is approximately 400 mm on tangent track and 500–550 mm in tight curves. The Bane NOR Technical Regulations prescribe three standard ballast profiles as a function of curve radius and sleeper type (Section 3.4).
The difference between suitable crushed ballast and unsuitable rounded aggregate is shown schematically in Figure 3.2: angular surfaces grip each other and resist lateral sleeper movement, while rounded particles tend to roll sideways under load.
3.2.2 Vertical Load Distribution¶
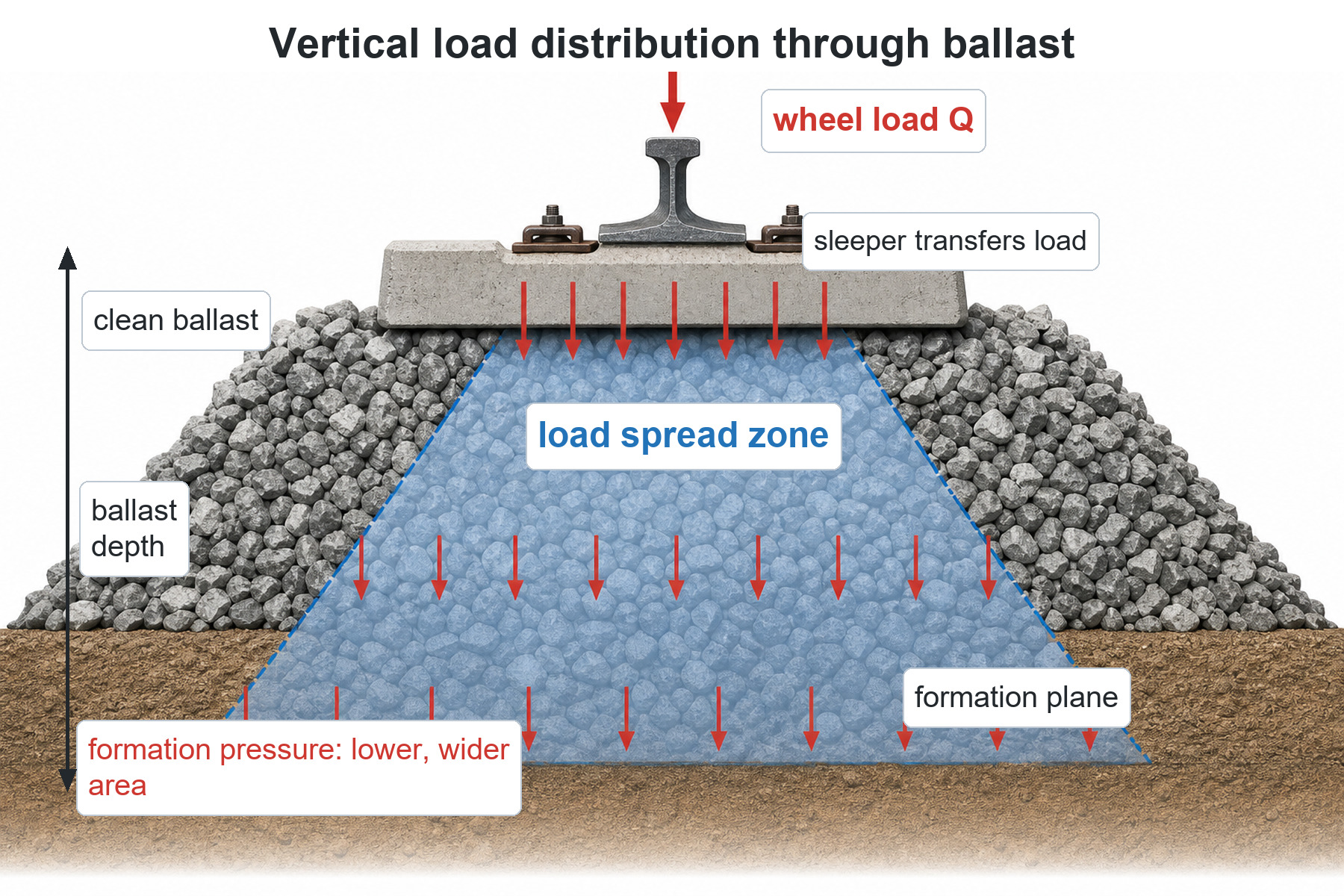
Traffic loads arrive at the ballast surface as concentrated forces under each sleeper. The ballast must spread these loads laterally and longitudinally. Figure 3.3 shows the intended load path: a concentrated rail-seat force becomes a wider, lower pressure at the formation plane.
The principal parameters controlling load distribution are:
-
Ballast quality (grading): a well-graded mass, where smaller particles fill the voids between larger ones, distributes load broadly; a uniformly graded or fouled mass distributes load steeply (high pressure immediately below the sleeper).
-
Ballast depth: approximately 300 mm beneath the sleeper is typically required under normal conditions to achieve acceptable formation pressure.
-
Sleeper spacing: has a secondary influence; in practice the spacing is fixed at 600 mm for standard track.
The Eisenmann method for calculating sleeper–ballast interface stress is presented in Chapter 1. In preliminary design, two interface checks are commonly separated:
-
Sleeper–ballast contact stress (under the sleeper base): a typical design target is \(\sigma_{sb} \leq 0.50\,\mathrm{N/mm^2}\).
-
Ballast–formation stress (at the base of the ballast layer): a common textbook rule of thumb is \(\sigma_\mathrm{form} \leq 0.30\,\mathrm{MPa}\). Approximately 300 mm of clean, well-graded ballast under the sleeper is sufficient to reduce typical wheel loads below this threshold on a competent subgrade.
The two limits govern different interfaces and must not be conflated: the first constrains sleeper pressure directly, the second constrains stress delivered to the formation after load spreading through the full ballast depth. Measured stresses at the top of a competent subgrade in service are often far lower (commonly of the order of \(0.05\,\mathrm{MPa}\) for ordinary traffic), whereas \(0.30\,\mathrm{MPa}\) should be read as a preliminary design or allowability check rather than a typical operating stress.
3.2.3 Worked Example: Ballast Depth and Formation Stress¶
Question. A new line uses 60E1 rail and concrete sleepers and is designed for \(250\) km/h. The axle load is 22.5 t. For a preliminary check, assume that the central sleeper carries 50 % of the dynamic axle load, the dynamic amplification factor is 1.4, the sleeper dimensions are \(2.60\times0.26\) m, and load spreads at \(35^\circ\) from each sleeper edge. The distance from SOK to the sleeper underside is 0.410 m. Estimate the formation stress and compare it with an allowable value of 0.25 MPa.
Step 1: determine the ballast depth below the sleeper. The standard total height for 60E1 rail is 0.75 m from SOK. Because the design speed exceeds 200 km/h, add 0.05 m:
Step 2: calculate the design force carried by the sleeper. Converting the axle mass to force and applying the stated load share and dynamic factor gives
Step 3: calculate the effective formation area. With two-sided load spreading in both plan directions,
Step 4: check the formation stress.
Because \(0.061<0.25\) MPa, the simplified bearing-stress check is satisfied.
Interpretation. The result is a preliminary load-spread estimate, not a complete formation design. It assumes clean ballast, a fixed spreading angle, uniform pressure over the effective area, and the stated sleeper load share. Degraded ballast, non-uniform support, repeated loading, settlement, frost, and drainage must be checked separately. A complete design should also test sensitivity to the governing dimensions and identify practical remedial measures when the formation pressure is unacceptable.
3.2.4 Drainage¶
A well-functioning ballast layer must allow rainwater and melt water to drain freely from the track. Drainage requires void space between particles. The ballast must therefore not be so tightly graded that voids are closed, and the fine-particle content must remain low. Water trapped in a fouled ballast layer reduces inter-particle friction and promotes subgrade softening. The combination of waterlogging and traffic loading leads to "pumping" behaviour: the sleeper oscillates vertically, progressively liquefying fine material and grinding the ballast against a hard sub-base.
3.2.5 Elasticity and Damping¶
The ballast layer provides some vertical compliance (spring effect) that damps dynamic loads before they reach the formation. However, concrete sleepers are effectively rigid, so the elastic behaviour of the track comes primarily from the rail pads and under-sleeper pads (Chapter 2). The ballast damping contribution is secondary but still relevant for noise and vibration emissions.
3.3 Ballast Material Requirements¶
Stringent requirements are imposed on ballast because inconsistency in any property, such as grading, particle shape, strength, or moisture content, leads to differential settlement, geometry defects, and a shortened maintenance interval. The requirements are found in Bane NOR technical regulations, the Technical Specification for Ballast, and NS-EN 13450 (Railway ballast) [10, 124, 76]. The applicable edition and national annex/project specification should be checked when the compendium is used for design.
3.3.1 Particle Size Distribution (Grading)¶
The Norwegian production specification for railway ballast (ballastpukk) is a 31.5–63 mm nominal fraction for main-line ballast, as defined in Bane NOR's Technical Specification for Ballast [10]. Ofotbanen is an exception, where the specified grading is 22.4–50 mm in category OB. The grading envelope is designed to:
-
ensure sufficient void space for drainage and elasticity;
-
ensure sufficient interlocking between particles; and
-
exclude particles that are too large (risk of sleeper damage) or too small (risk of migration into the formation).
The production grading must therefore control the delivered particle-size envelope, while the laboratory test fraction controls how abrasion resistance is checked.
| Item | Requirement | Use / note |
|---|---|---|
| Nominal size, main lines | \(d=31.5\) mm,\(D=63\) mm | Standard ballast fraction in accordance with NS-EN 13450 and Bane NOR. |
| Nominal size, Ofotbanen | \(22.4\)–\(50\) mm | Category OB grading, plotted in Figure 3.4. |
| Grading category | Category E | Applies to ballast sampled both in track and in the transport chain. |
| Fine material categories | Finkorn category A; finstoff category D | Fine material is checked by sieve analysis. |
| LA\(_{RB}\) and MDE\(_{RB}\) test fraction | \(31.5\)–\(50\) mm | Laboratory test fraction for crushing and abrasion resistance. |
Relationship to EN 13450 test fractions. The European standard NS-EN 13450 defines test fractions used for standardised quality testing. The LA\(_{RB}\) and MDE\(_{RB}\) abrasion tests (Section 3.3.4) are performed on the 31.5–50 mm sub-fraction for standardised comparability across suppliers and countries. This CEN test fraction is a subset of the Norwegian production specification (31.5–63 mm); the two must not be confused. The production specification governs what is delivered to site; the test fraction governs how abrasion resistance is measured in the laboratory.
The grading envelopes are easier to compare on the sieve curve in Figure 3.4. It separates the standard Category E envelope for 31.5–63 mm main-line ballast from the Ofotbanen OB grading envelope and the 31.5–50 mm laboratory test fraction, and it highlights the part of the two grading envelopes that overlaps. The horizontal axis is sieve size, and the vertical axis is cumulative percentage passing: the mass percentage smaller than each sieve. Thus 60 % passing at 31.5 mm means 60 % is smaller than 31.5 mm and 40 % is coarser. The blue envelope is the standard Category E envelope for main-line ballast (31.5–63 mm), the green envelope is Ofotbanen OB grading (22.4–50 mm), and the teal region is the combination of sieve size and passing percentage that satisfies both envelopes. The red lines mark the 31.5–50 mm LA\(_{RB}\)/MDE\(_{RB}\) test fraction, not a delivered ballast grading.
![Bane NOR grading envelopes and test fraction [10, 76].](../../assets/chapters/ch03/original/figures_gen/fig3_3_banenor_grading.png)
Variation in grading along the track causes differential settlement and twist geometry defects, even if all individual sample results are within the approved limits.
3.3.2 Fine-Particle Content¶
Bane NOR specifies fine material using the finkorn category A and finstoff category D terminology of NS-EN 13450. Fine particles fill the voids between larger stones, reducing drainage capacity and inter-particle friction. Older Norwegian reference material often refers to a national 1.6 mm sieve criterion; for procurement and conformity control, the current Bane NOR technical specification should be followed.
The two EN terms should not be merged into one "fines" value. The finkorn category controls material passing the 0.5 mm sieve, while finstoff controls the dust-sized fraction passing the 0.063 mm sieve. For in-service ballast cleaning, the technical regulations use a different maintenance trigger based on the much coarser 0–22.4 mm crushed-down fraction (Section 3.8.3).
Sources of fine particles.¶
-
Particle breakdown under traffic: the dominant long-term source. Each axle passage applies a compressive and shear stress to the ballast contacts; over millions of cycles, particles fracture and abrade. Track maintenance (tamping) also breaks particles as the tamping tines are inserted.
-
Production and handling: crushing, transport, and stockpiling all generate fines. Each processing step breaks corner and edge material.
-
External contamination: soil from drainage failures, flood and landslide material, leaf fall, coal or ore dust from train cargo, and pollen.
Fine particles migrate downward with rainwater and accumulate at the base of the ballast layer and on the formation surface, where they progressively seal the drainage path. This process is referred to as ballast fouling (forurensning). Once the void content is near zero, drainage ceases and the mechanical behaviour degrades rapidly.
3.3.3 Particle Shape¶
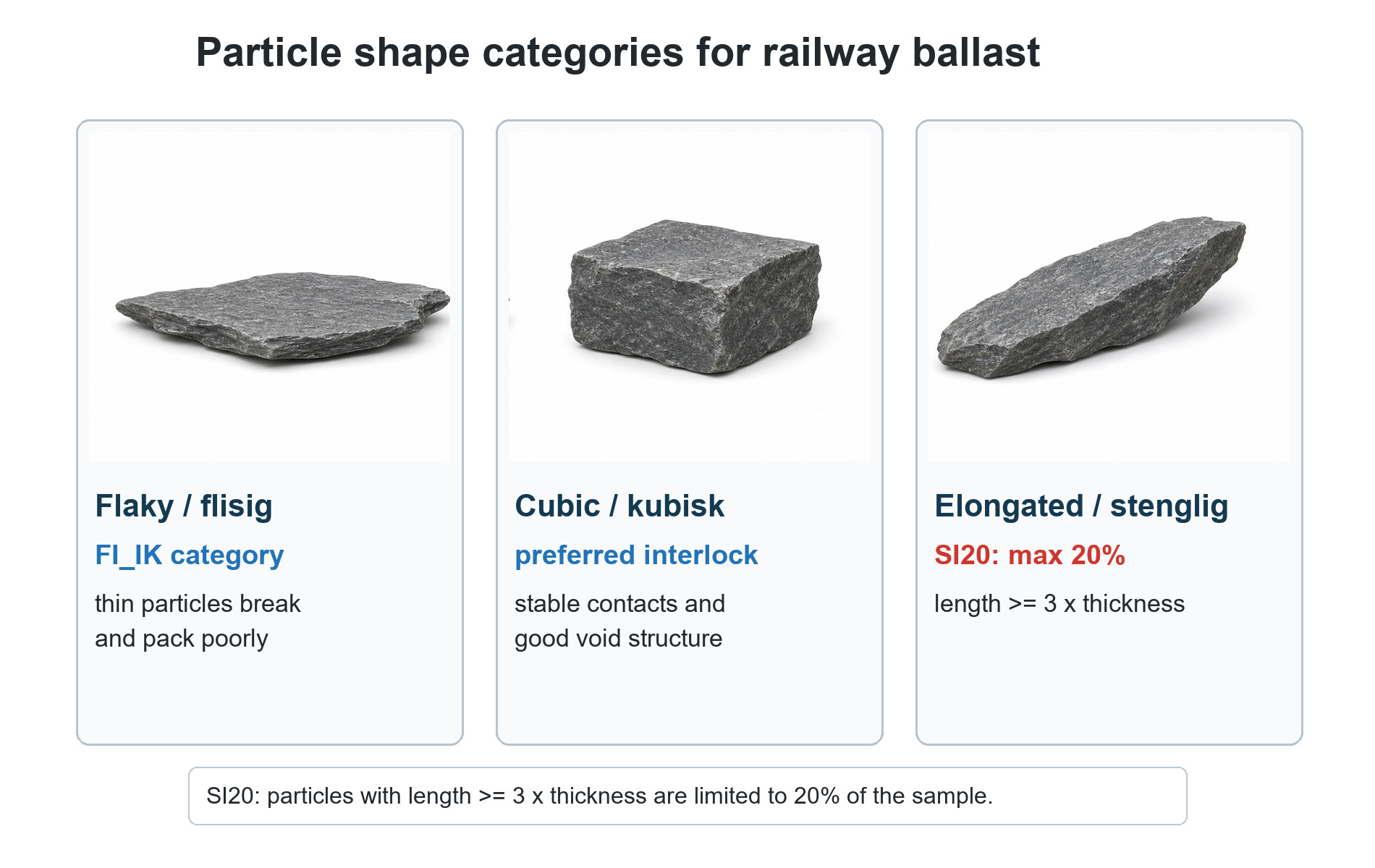
The ideal ballast particle has a cubic shape with sharp, angular edges and rough surfaces. Cubic particles pack well, provide large contact areas for load transfer, interlock effectively, and resist displacement under lateral loads.
Two unfavourable shapes are defined:
-
Flaky (flisig, "Discus"): the particle is thin relative to its plan dimensions. Flaky particles tend to stand on edge after tamping, then tilt flat under vibration, creating voids and settlement. They also have a high fracture risk.
-
Elongated / rod-shaped (stenglig, "Banana"): the particle is long relative to its cross-section. Elongated particles provide small contact areas and are prone to rolling under load.
Figure 3.5 compares these particle-shape categories and links each unfavourable shape to the dimension ratio used to recognise it.
Current conformity control.¶
Current Bane NOR ballast specifications refer to EN test methods and categories, including flakiness index and shape index, rather than the older 2:1 "cubic particle" dimensional comparison. The 2:1 description remains useful as a qualitative explanation of why flat and rod-shaped stones are undesirable, but procurement documentation should report the governing EN categories used in the active Bane NOR technical specification.
Note that particle shape importance diminishes in the first years after installation as corner and edge breaking rounds the particles. However, shape becomes critical again in the last phase of the service life when the surface area has been rounded and the ballast loses interlocking capacity.
3.3.4 Mechanical Strength¶
Ballast must resist crushing and abrasion under repeated traffic loads [122, 124]. Two standardised laboratory tests are used:
Los Angeles test (LA\(_{RB}\)).¶
A dry-tumbling test: a sample of the 31.5–50 mm fraction is tumbled in a steel drum with steel balls. The percentage by mass passing a 1.6 mm sieve after tumbling is the LA value. A high LA value indicates weak, easily crushed rock. Railway ballast uses the RB (Railway Ballast) variant, which tests the coarser 31.5–50 mm fraction rather than the 10–14 mm fraction used for road applications.
The apparatus is a rotating steel drum. The aggregate sample and steel balls are placed inside the drum, the drum is rotated for the specified number of revolutions, and the degraded material is then sieved to determine the LA\(_{RB}\) value.
technical regulation limits: \(\mathrm{LA}_{RB} \leq 20\) (good: \(\leq 15\)).
Micro-Deval test (MDE\(_{RB}\)).¶
A wet-tumbling test without steel balls: the sample is tumbled in water to measure resistance to abrasion under wet conditions (simulating in-track behaviour). Again uses the RB fraction.
The two test machines are shown side by side in Figure 3.6, making the practical difference clear: the LA\(_{RB}\) test uses a large dry drum with steel balls, whereas the MDE\(_{RB}\) test uses smaller wet abrasion drums.

(a) Los Angeles abrasion apparatus.

(b) Micro-Deval abrasion apparatus.
technical regulation limits: \(\mathrm{MDE}_{RB} \leq 15\) (good: \(\leq 10\)–\(12\)).
Both tests measure breakdown of the 31.5–50 mm fraction, which is representative of the installed ballast. For comparison, road aggregates are tested on the 10–14 mm fraction, so the results are not directly comparable.
3.3.5 Chemical Requirements¶
Ballast particles contain trace amounts of heavy metals (arsenic, lead, chromium, etc.) naturally present in all rock types. Under normal conditions these are not hazardous. However, when ballast is crushed by traffic and the fine particles dissolve in water, metals can leach into the subsoil and groundwater. Chemical requirements therefore include:
-
Maximum permissible concentrations of arsenic, lead, chromium, copper, and other heavy metals (specified in the Bane NOR Technical Specification).
-
Limits on polycyclic aromatic hydrocarbons (PAH), which may be present in contaminated ballast from older lines where creosote-treated timber was widely used.
Ballast waste (ballastavfall) removed during cleaning or excavation is classified as industrial waste under the Pollution Control Act. Waste meeting the "clean" threshold may be freely disposed of within the limits of the Planning and Building Act. Waste exceeding metal thresholds must be delivered to an approved landfill, reused on site, or sold (depending on contamination level). Ballast waste must not be tipped into slopes or embankment fill.
3.3.6 Rock Types (Bergarter)¶
The mechanical properties of ballast are primarily determined by the parent rock type. Approximately 20 different rock types have been used as railway ballast in Norway; granite (granitt) and gneiss (gneis) together account for more than 50 % of production, reflecting the dominance of these rock types in Norwegian geology [10]. Rock type directly influences LA\(_{RB}\), MDE\(_{RB}\), and the particle shape characteristics produced after crushing. Suitability therefore depends on both mineralogy and the mechanical test response of the produced aggregate.
| Rock type | Typical LA\(_{RB}\) | Typical MDE\(_{RB}\) | Suitability |
|---|---|---|---|
| Basalt, gabbro, hornfels | \(< 10\) | \(< 8\) | Excellent |
| Amphibolite, dark gneiss | \(10\)–\(15\) | \(8\)–\(12\) | Good |
| Typical granite, grey gneiss | \(15\)–\(20\) | \(10\)–\(15\) | Acceptable (verify feldspar) |
| Feldspar-rich granite, syenite | \(> 18\) | \(> 14\) | Marginal; individual test required |
| Limestone, chloritic rock | N/A | N/A | Not permitted |
Key observations.¶
Granite varies in feldspar content: high-feldspar material is more brittle and can approach the Bane NOR LA limit. Chlorite-bearing rock is unsuitable because the fine fraction after degradation can have a cementitious effect, bonding particles and destroying drainage. Calciferous rock (e.g., limestone) is equally unsuitable: calcium carbonate dissolves slowly in rainwater, eventually producing a cemented, impermeable ballast layer [10]. Each quarry source must be individually tested, regardless of rock type, because mineral composition and micro-cracking from blasting vary between quarry faces.
3.3.7 Summary of Material Requirements¶
The material specification combines grading, fine-particle content, particle shape, mechanical strength, durability, frost resistance, and petrological suitability.
| Property | Bane NOR requirement | EN 13450 / note |
|---|---|---|
| Particle size distribution | 31.5–63 mm nominal fraction by sieve analysis | LA\(_{RB}\)/MDE\(_{RB}\) tests use the 31.5–50 mm sub-fraction. |
| Ofotbanen grading | 22.4–50 mm, category OB | National special case in Bane NOR specification. |
| Fine-particle content | Finkorn category A; finstoff category D | Follow current Bane NOR technical specification and NS-EN 13450 terminology. |
| Particle shape | Flakiness/shape categories in Bane NOR specification | Tested using EN methods for flakiness index and shape index. |
| LA abrasion | LA\(_{RB} \leq 20\) from Los Angeles drum test | Good ballast is typically \(\leq 15\). |
| MDE wet abrasion | MDE\(_{RB} \leq 15\) from wet Micro-Deval test | Good ballast is typically \(\leq 10\)–\(12\). |
| Chemical limits | Heavy metals controlled by Bane NOR technical specification; PAH is relevant mainly for reused or contaminated ballast | Particularly relevant for old ballast and excavated material. |
3.4 Bane NOR Technical Regulations: Ballast Profiles and Standard Dimensions¶
The following subsections translate ballast material requirements into the standard layer thicknesses, shoulder dimensions, and profile choices used in Norwegian practice.
3.4.1 Two-Layer Ballast System¶
Norwegian ballast track is constructed as a two-layer system (to-lags ballastsystem), where the lower and upper ballast layers have different construction functions [10]:
-
Lower ballast layer (nedre ballastlag): laid first to a level approximately 480 mm below the lowest rail for 60E1/60E2, and approximately 440 mm for 54E3/54E4 and smaller rail profiles. This layer is lightly compacted without crushing the material. Under normal operation and maintenance it is not disturbed; its compaction state is preserved throughout the service life.
-
Upper ballast layer (øvre ballastlag): placed after the sleepers and rails are installed, using ballast wagons (pukkvogner). This is the active maintenance layer, tamping operations work entirely within it.
The standard total ballast heights (measured from SOK to the bottom of the ballast layer) for new Norwegian track are [10]:
-
75 cm for track with UIC60 (60E1 or 60E2) rails.
-
70 cm for all other rail profiles.
High-speed lines (\(v_\mathrm{design} > 200\) km/h): The Bane NOR Technical Regulations require the ballast height to be increased by 50 mm relative to the standard profile values given above. A line designed for 250 km/h with 60E1 rails therefore requires a total ballast height of \(75 + 5 = 80\) cm from SOK to the formation plane.
Figure 3.7 places these dimensions in the track cross-section, including the SOK datum, the two ballast layers, the sleeper, the shoulder, and the formation plane.
3.4.2 Standard Ballast Profiles (Shoulder Widths)¶
Bane NOR technical regulations prescribe three standard ballast profiles for the cross-section geometry. The required profile depends on curve radius and sleeper type (Table 3.5). A narrower shoulder is permitted on tangent track and large-radius curves; tighter curves require wider shoulders to resist the additional lateral load.
| Profile | Timber sleepers | Concrete sleepers | Min. shoulder |
|---|---|---|---|
| Profile 1 | \(r > 500\,\mathrm{m}\) | \(r > 400\,\mathrm{m}\) | \(\approx 400\) mm |
| Profile 2 | \(400 \leq r \leq 499\,\mathrm{m}\) | \(300 \leq r \leq 399\,\mathrm{m}\) | \(\approx 450\) mm |
| Profile 3 | \(300 \leq r \leq 399\,\mathrm{m}\) | \(250 \leq r \leq 299\,\mathrm{m}\) | \(\approx 500\)–\(550\) mm |
The Bane NOR Technical Regulations specify the minimum ballast depth beneath the sleeper. Where sleeper mats are used, the ballast height may be reduced by up to 100 mm, but the ballast below the sleeper underside should not be less than 200 mm:
-
ordinary ballasted track: follow the standard profile and rail-profile-dependent ballast height;
-
sleeper mats with area-specific static bedding modulus \(\leq 0.15\,\mathrm{N/mm^3}\) may justify a reduction up to 100 mm;
-
the minimum ballast under the sleeper underside is 200 mm.
3.4.3 Maximum Ballast Depth in Superelevated Curves¶
The Bane NOR Technical Regulations specify not only minimum depths but also maximum ballast depths in superelevated curves [10]. During repeated lifting and tamping, ballast accumulates preferentially under the high (outer) rail; without a maximum depth limit the shoulder eventually becomes asymmetric, destabilising the track geometry.
-
Maximum ballast thickness beneath the sleeper at the high/outer rail: 700 mm.
-
Maximum ballast height measured from rail head: 1 050 mm for 54E3 rail profile, or 1 100 mm for 60E1 rail profile.
When either limit is approached, maintenance must reduce ballast height rather than continuing to lift the track.
3.5 Ballast Mats (Under-Ballast Mats)¶
Under-ballast mats (ballastmatter, not to be confused with under-sleeper pads / USPs) are [65, 10] resilient pads placed beneath the entire ballast layer on the formation surface. Their primary purpose is vibration attenuation, not load distribution. They are used to reduce ground-borne vibration transmitted to adjacent buildings in sensitive urban areas.
The Bane NOR Technical Regulations specify the required area-specific static bedding modulus \(C_\mathrm{STAT}\) as a function of axle load and operating speed (Table 3.6). The stiffness requirement increases with operating speed because faster trains impose larger dynamic wheel forces, and the deflection of the mat under each passing axle must remain small enough to preserve track geometry and avoid excessive stress cycles in the rail.
| Traffic/load condition | Operating speed | \(C_\mathrm{STAT}\) [N/mm\(^3\)] |
|---|---|---|
| Axle load \(\leq 160\) kN | \(v \leq 120\) km/h | \(\geq 0.02\) |
| Axle load 160–250 kN | \(v \leq 120\) km/h | \(\geq 0.03\) |
| All relevant axle loads | \(120 < v \leq 200\) km/h | \(\geq 0.06\) |
| All relevant axle loads | \(v > 200\) km/h | \(\geq 0.10\) |
The relevant speed is the maximum operating speed over the mat section.
Application restrictions (technical regulations):
-
Under-ballast mats shall only be used on hard subgrade and in tunnels. They are ineffective (and potentially harmful) on soft subgrade.
-
Under-ballast mats must not be used in combination with under-sleeper pads (USPs) or XPS insulation boards. The combination can produce adverse resonance and excessive deflection under load.
The product samples in Figure 3.8 show why ballast mats are specified by stiffness grade as well as thickness; in track, the same type of material is laid continuously beneath the ballast layer.

3.6 Production, Transport, and Handling¶
Ballast quality depends not only on the source rock, but also on how the aggregate is crushed, transported, stored, and sampled before it reaches the track.
3.6.1 Production¶
Railway ballast is produced by multi-stage crushing of quarried rock [76, 10]. Figure 3.9 summarises the full quarry-to-track sequence, while the main production steps are:
-
Primary crushing: large blasted rock blocks are reduced to a coarser fraction.
-
Secondary (and tertiary) crushing: subsequent passes produce the required size range and improve particle shape by removing weak material with micro-cracks from the blasting.
-
Screening: after each crushing stage, undesired fractions are separated. The approved fraction (Bane NOR specification: 31.5–63 mm) is stockpiled.
Each additional crushing pass improves particle shape (more cubic) and removes weak particles, but increases fines content. The screen-fall height should not exceed 4 m to limit breakdown at the top of the stockpile cone.
![Schematic ballast production chain from quarry to installation, summarising the crushing, screening, stockpiling, and quality-control steps needed to meet Bane NOR and EN 13450 ballast requirements [10, 76].](../../assets/chapters/ch03/original/figures_gen/fig3_6_ballast_production_flow.png)
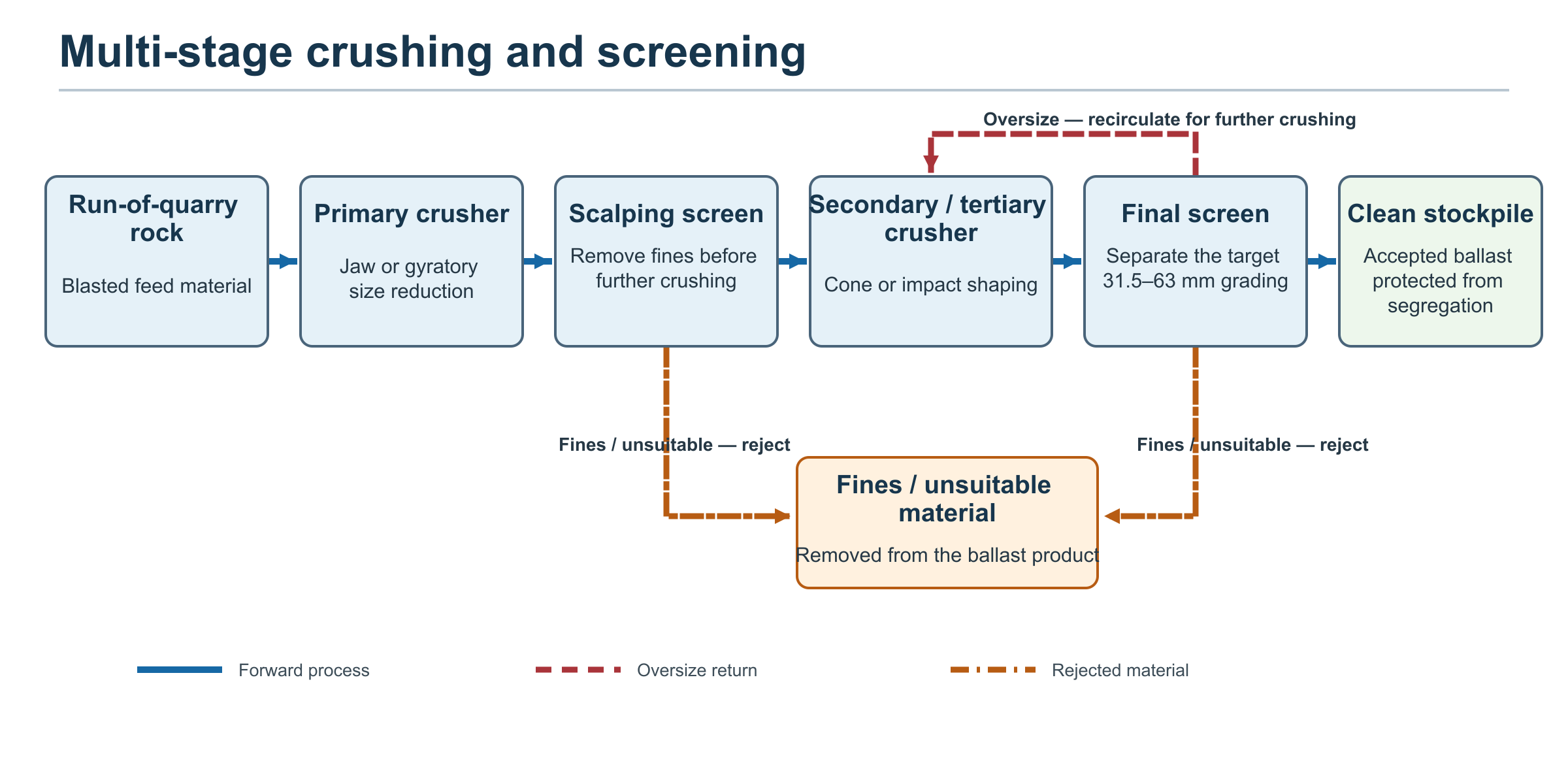
The crushing and screening loop is expanded in Figure 3.10, where oversize material is returned for another crushing pass, while fines and unsuitable material are rejected instead of being sent to stockpile.
Stockpile segregation.¶
As ballast is tipped onto a stockpile cone, the largest particles roll to the perimeter while fines concentrate in the centre. The base of the stockpile accumulates fines washed down by rain. To minimise segregation effects:
-
cover stockpiles to prevent rainwater washing;
-
avoid taking material from the base of the pile (bottom 20–30 cm);
-
avoid running loaders over the pile top (which crushes material).
The most effective remedy is to wash the ballast in a washing plant before it leaves the quarry.
3.6.2 Transport and Handling¶
During transport by truck or rail, continuous vibration causes the finest particles to settle to the floor of the vehicle and then remain on the ground when the load is tipped, creating a fine-rich residue that may be incorporated into the next load. The grading of delivered ballast therefore varies between truckloads, even from the same quarry batch.
3.6.3 Quality Control¶
Quality testing is performed both at the quarry (production control) and on delivered material in the track. The following rules apply:
-
Production control samples must be taken randomly, at fixed intervals (typically every 2 500 m\(^3\) produced or every 1 week for grading), from randomly selected material, never from visually "clean" areas. Production control is the main basis for documenting quarry conformity.
-
Targeted (directed) control samples may be taken when a problem is suspected. According to Bane NOR's technical specification, all samples may be used as a basis for rejecting nonconforming ballast masses.
3.7 Ballast Fouling and Degradation¶
Once ballast is in service, its performance gradually changes as voids fill, particles break down, and drainage capacity is reduced.
3.7.1 Fouling Mechanism¶
Fine particles accumulate in the ballast voids over time. The process accelerates through the following cycle:
-
Early-life fines (from crushing and transport) begin to fill voids.
-
Traffic loads grind particles at contact points, generating more fines.
-
Tamping for geometry correction loosens the compacted ballast; re-compaction grinds particles further.
-
Fines are washed downward by rainfall, accumulating at the base of the ballast layer and sealing the drainage path.
-
With drainage restricted, water content rises; wet fines reduce inter-particle friction and the ballast loses stability.
-
Geometry defects grow faster; more frequent tamping accelerates fouling, creating a positive feedback loop.
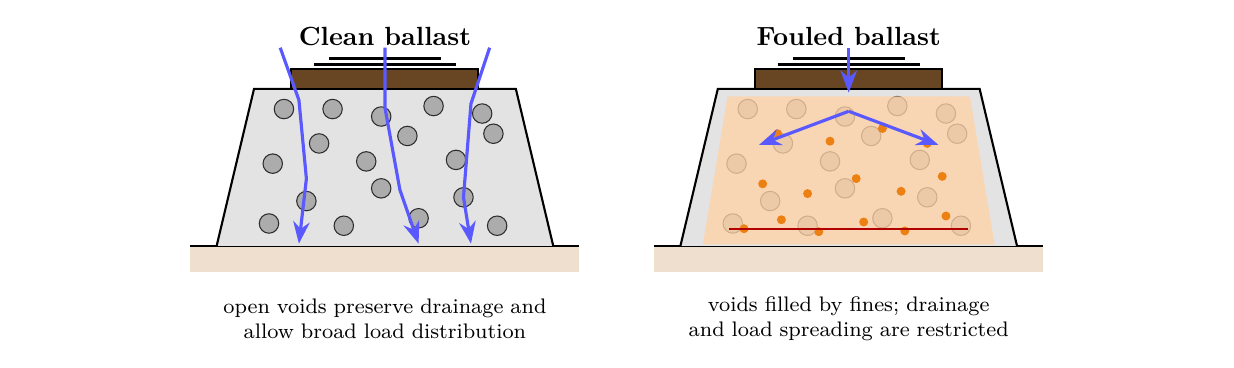
The mechanical change is shown in Figure 3.11: clean ballast keeps open voids for drainage and load spreading, while fouled ballast fills those voids with fine material.
The field photographs in Figure 3.12 show how this can look in practice, with fines accumulating both below the sleeper and within the crib zone.

3.7.2 Consequences of Fouling¶
Fouling affects several track functions at the same time, so its consequences are best read as a linked set rather than isolated defects.
-
Reduced drainage: standing water in the ballast promotes subgrade softening and frost heave.
-
Reduced lateral resistance: wet, fouled ballast has greatly reduced shear strength; the risk of sun kink increases.
-
Settlement and geometry defects: fouled ballast compresses non-uniformly, producing local depressions (high spots and low spots) and twist.
-
Pumping sleepers (vaskesviller): the sleeper oscillates in a slurry of fine particles under wet conditions and is crushed against a hard substrate when dry.
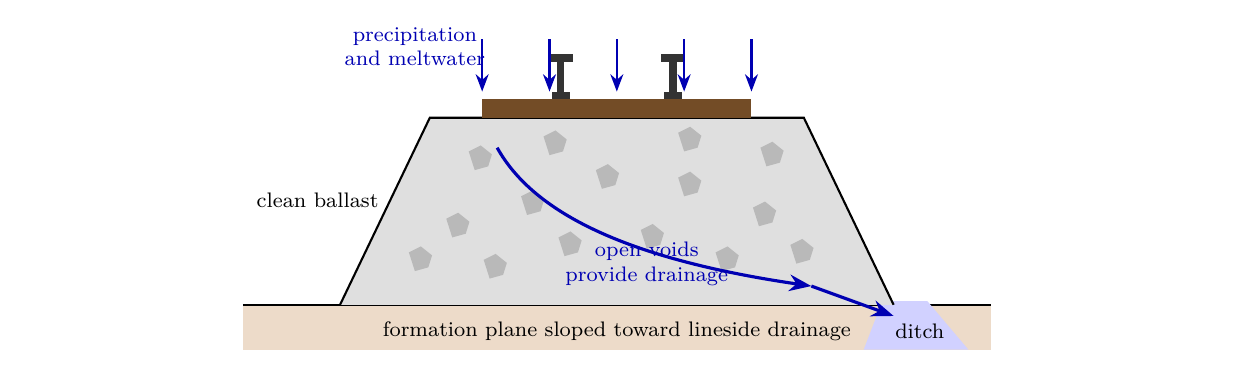
The desired drainage path is sketched in Figure 3.13: water passes through the open ballast voids and exits toward the lineside drainage instead of remaining beneath the sleeper.
3.8 Ballast Maintenance¶
Maintenance decisions aim to restore geometry and drainage while avoiding unnecessary disturbance of ballast that is still performing well.
3.8.1 Routine Maintenance¶
If a ballast layer lies undisturbed, with stable drainage and consistent traffic, it can remain serviceable for 30–40 years with minimal intervention beyond:
-
vegetation clearance (weed removal) to prevent root growth into the ballast;
-
topping up (ballast replenishment) after tamping operations that consume ballast height.
In practice, local interventions (signal cable crossings, drain repairs, etc.) disturb the ballast and reduce compaction locally. The resulting geometry defect spreads as the track is repeatedly tamped, each cycle further reducing ballast density and interlocking.
3.8.2 Tamping¶
Tamping (pakking) lifts the track to the design alignment and inserts vibrating tines into the ballast on both sides of each sleeper, pushing material under the sleeper to re-support it. This subsection describes tamping from the ballast-performance perspective; the complete maintenance operation is treated in Chapter 16, Section 16.5, while the tamping machines, dynamic stabilisers, and related production equipment are described in Chapter 17, Section 17.4. While effective at restoring geometry, tamping:
-
loosens the compacted ballast, which must re-settle under traffic;
-
generates additional fines through tine contact with ballast particles; and
-
if done repeatedly over a short section, concentrates deformation at the transition zones at each end of the tamped segment.
Best practice is to tamp longer sections, to apply an overshot (løft with overheving) to compensate for anticipated re-settlement, and to follow tamping with dynamic track stabilisation (DTS) to accelerate re-compaction.
Dynamic Track Stabilisation (DTS, dynamisk sporstabilisering).¶
A DTS machine clamps the rails and applies a controlled lateral vibration (typically at 30–35 Hz) combined with a vertical static load. The vibration mobilises the freshly disturbed ballast particles so they re-settle into a denser interlocked configuration, reproducing the compaction effect that would otherwise require several hundred thousand gross tonnes of traffic. The Bane NOR Technical Regulations require DTS to be applied after tamping on new or renewed track, and on any line section where rapid geometry deterioration after tamping is expected. DTS raises the lateral track resistance close to its pre-tamping value and thereby reduces the risk of sun kink in the re-settled period [10].
3.8.3 Fouling Index and Bane NOR Cleaning Criterion¶
Bane NOR ballast-cleaning criterion.¶
The Bane NOR Technical Regulations (Overbygning/Vedlikehold/Ballast) define the objective threshold for triggering a ballast cleaning operation [10]:
Ballast cleaning should be performed when sample testing shows that material in the fraction 0–22.4 mm exceeds 30 % of the total sample mass.
For the Ofotbanen (heavy iron ore traffic, extreme axle loads), a stricter criterion applies: cleaning should be performed when the 0–16 mm fraction exceeds 18 % of sample mass.
The 30 % threshold is straightforward to apply: a standard sieve analysis on a sample extracted from the track gives the percentage of material passing the 22.4 mm sieve. Once this fraction reaches 30 %, the drainage function is seriously impaired and cleaning should be planned and assessed together with geometry quality, drainage condition, and traffic loading.
Fouling Index (FI) used in research.¶
The Fouling Index (FI) defined by Selig & Waters (1994) is widely used in the international research literature:
where \(P_{4}\) is the percentage by mass passing the 4.75 mm (No. 4) sieve and \(P_{0.075}\) is the percentage passing the 0.075 mm (No. 200) sieve. FI has no physical unit: it is a dimensionless index calculated from two percentage-by-mass sieve results. Because the two inputs are percentages, FI is sometimes described informally in "percent" terms, but in this compendium it is reported as an index value. For example, if \(P_{4}=12\,\%\) and \(P_{0.075}=3\,\%\), then FI = \(15\); if \(P_{4}=36\,\%\) and \(P_{0.075}=4\,\%\), then FI = \(40\). Clean ballast has FI \(< 1\); moderately fouled ballast typically shows FI \(= 10\)–\(20\); heavily fouled ballast may exceed FI \(= 40\).
The Selig–Waters FI is not the technical regulation criterion. It is derived from different sieve sizes (US standard sieves, not the Norwegian 22.4 mm cut) and was developed for North American freight railways. It is useful for relative comparisons and research purposes but must not be confused with Bane NOR technical regulation threshold.
3.8.4 Ballast Cleaning (Ballastrensing)¶
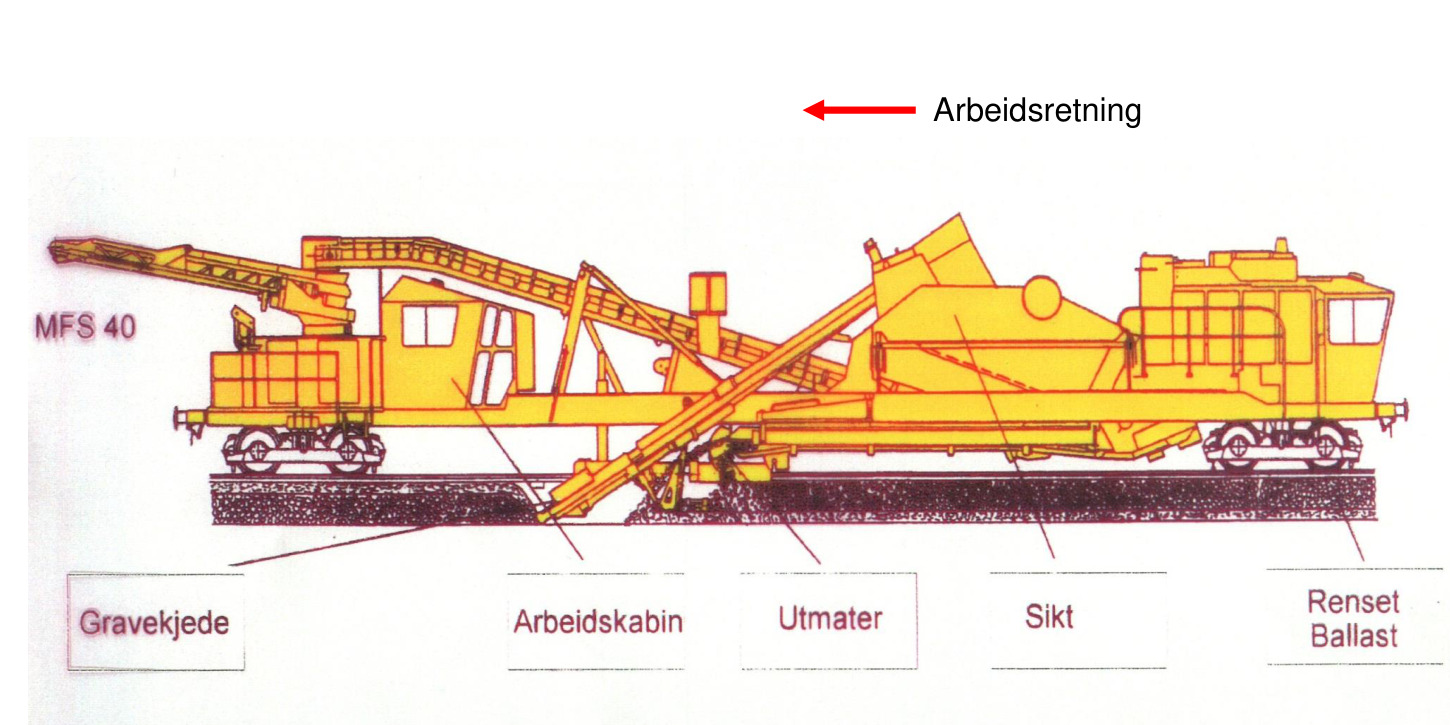
Once the ballast is heavily fouled, geometry can no longer be maintained by tamping, and the track must be cleaned (renset). A ballast-cleaning machine (renseverk) excavates the ballast from beneath the sleepers while keeping the track in place, passes it through a vibrating screen to separate fines from reusable stone, and deposits the cleaned ballast back under the sleepers. New ballast is added to replace the rejected fines. Figure 3.14 shows the material flow through the machine: excavation, screening, return of reusable ballast, and removal of rejected fines.
The machine is sensitive to the fouling level: very heavily fouled or waterlogged ballast slows progress. Ballast cleaning should not be carried out in very wet weather. Unknown or large objects beneath the track (old sleepers, XPS plates, shallow culverts) can damage the machine.
Field investigation: Ground-Penetrating Radar (GPR).¶
Ground-penetrating radar (GPR, georadar) is used by Bane NOR as a network-level ballast assessment tool. GPR transmits short electromagnetic pulses into the track and records the time for reflections to return from interfaces between materials with different dielectric constants. Clean, dry ballast has a low dielectric constant (\(\varepsilon_r \approx 3\)–\(5\)) and produces weak, diffuse reflections. Fouled or wet ballast has a significantly higher dielectric constant (moisture and clay fines increase \(\varepsilon_r\) to 10–30), producing a strong, clear reflection at the sleeper base and within the ballast layer. GPR surveys conducted from a measurement vehicle at line speed can locate zones of fouled or waterlogged ballast over long distances, guiding the placement of physical sample-based technical regulations criterion measurements (Section 3.8.3) to confirm cleaning triggers.
3.8.5 Ballast Waste Disposal¶
Ballast waste (ballastavfall) from cleaning or excavation is regulated as industrial waste. Reuse within the project area requires an environmental risk assessment and must satisfy the applicable pollution-control requirements. Contaminated material must be sent to an approved receiving facility. Ballast waste must not be left as slope widening, dumped in ditches, or placed in natural terrain, because metal leachate can contaminate soil and groundwater.
3.9 Chapter Summary¶
Structural role. Ballast supports the sleepers, distributes vertical loads, provides lateral and longitudinal resistance, allows drainage, contributes damping and makes track geometry correction possible through tamping. These functions depend on the stones remaining angular, clean, strong and well interlocked. When ballast loses interlock or drainage capacity, the track rapidly becomes more vulnerable to settlement and geometry deterioration.
Material quality. Ballast grading, fine-particle content, particle shape, flakiness, mechanical strength and chemical durability all affect performance under repeated traffic loading. A ballast aggregate that is too weak breaks down during traffic and tamping, while particles that are too rounded or poorly graded provide less interlock. Material testing is therefore an engineering control on future maintenance demand, not only a procurement formality.
Ballast profile. The ballast layer must have sufficient depth and shoulder width to distribute loads and resist lateral track movement, especially in curves and on continuously welded track. The two-layer ballast system and standard shoulder requirements ensure that the sleeper has enough confinement and that the formation is protected from excessive stress. If ballast depth or shoulder support is inadequate, track stability and geometry quality become sensitive to relatively small traffic or maintenance disturbances.
Drainage. Clean ballast is permeable, but fine particles, clay pumping, degraded aggregate and blocked ditches reduce water flow. Water weakens the support below the sleeper, accelerates fouling and can lead to mud pumping from the subgrade. For this reason, ballast maintenance must be coordinated with drainage maintenance; cleaning the ballast without solving the water problem often gives only a temporary improvement.
Maintenance logic. Tamping restores track geometry but also disturbs and breaks ballast, so it cannot be the only response to every geometry fault. Fouling index, visible contamination, drainage condition, settlement behaviour and repeated loss of geometry all indicate whether ballast cleaning, renewal or substructure improvement is required. Good ballast management therefore separates symptoms from causes.
Assignments¶
Assignment 1: Ballast profile and fine-material specification
A new class d mainline section is being designed. The minimum curve radius is 800 m; concrete sleepers (JBV60) will be used throughout.
(a) Which technical regulation ballast profile (1, 2, or 3) applies, and what does that profile require in terms of shoulder width?
(b) The design ballast depth below the sleeper underside is 280 mm. Is this compliant with the general technical regulation minimum for effective tamping? Which separate full-profile ballast-height check must still be made?
(c) State the current Bane NOR/EN terminology used for fine-particle control and explain why the historical 1.6 mm criterion should not be mixed with the current category-based specification.
Assignment 2: Ballast material conformity
A ballast sample from a 15-year-old class c line produces the following test results: fine-particle category outside the specified Bane NOR categories; LA\(_{RB}\) = 18; MDE\(_{RB}\) = 12; shape index SI = 25 for a specification requiring SI\(_{20}\).
(a) Assess each result against the technical regulations and EN 13450 limits. State which results pass and which fail.
(b) Explain the likely cause of the elevated fine-particle content given the line age and identify the dominant source.
(c) What maintenance or follow-up action is indicated, and why should the finding not simply be handled by repeated tamping?
Assignment 3: Ballast fouling and cleaning trigger
A track section on a heavily loaded freight line (max. axle load 25 t) has been monitored for five years. Sieve analysis on a representative ballast sample shows that the fraction 0–22.4 mm has increased from 5 % to 34 % of total sample mass. The Selig–Waters Fouling Index (FI = \(P_{4} + P_{0.075}\), where subscripts denote percentage by mass passing the 4.75 mm and 0.075 mm sieves respectively) has risen from FI = 2 to FI = 38 over the same period. Track geometry measurements show standard deviation \(s_z = 2.8\) mm (vertical) and \(s_y = 1.9\) mm (lateral). Tamping has been performed twice in three years with only short-term geometry improvement.
(a) According to Bane NOR technical regulations, should ballast cleaning be initiated? State the technical regulations criterion and assess whether the measured value of the 0–22.4 mm fraction (34 %) exceeds the threshold.
(b) Explain why the technical regulation cleaning criterion uses the 0–22.4 mm fraction rather than the Selig–Waters Fouling Index or a fine-particle content (0–0.5 mm) limit. 1 What physical property of the ballast does the 22.4 mm cut capture that a fines test alone does not?
(c) Assess whether the geometry measurements indicate that cleaning alone is sufficient, or whether undercutting (excavation and replacement) may be needed.
(d) Explain why repeated tamping has given only short-term geometry improvement, with reference to the fouling mechanism and the positive feedback loop between ballast settlement and void filling by fines.
(e) Outline the sequence of operations for a full ballast-cleaning (undercutting) campaign on this section, from GPR pre-investigation through to line re-opening. Include which machines are involved at each stage.
Assignment 4: Grain size and particle shape
A quarry produces crushed rock intended for railway ballast supply to Bane NOR. A sieve analysis of a production batch gives the following cumulative passing values:
| Sieve size (mm) | Cumulative passing (%) |
|---|---|
| 80 | 100 |
| 63 | 95 |
| 50 | 72 |
| 40 | 38 |
| 31.5 | 10 |
| 25 | 3 |
| 16 | 1 |
A particle shape analysis according to EN 13450 gives shape index SI = 25. A historical 2:1 dimensional check on the 40–63 mm fraction shows that 58 % of particles would be classified as cubic by that historical method.
(a) Using only the sieve analysis data, state whether this batch meets Bane NOR technical regulations nominal size requirement (31.5–63 mm). Identify which sieve fractions cause non-conformance, if any.
(b) Assess the EN 13450 shape-index result against the current Bane NOR specification. Does SI = 25 comply if the specified category is SI\(_{20}\)?
(c) Explain why the historical 2:1 dimensional-check result should be treated as an indicative comparison, not as the governing acceptance method in the current specification.
(d) Why are elongated or flat particles particularly detrimental to ballast performance under dynamic train loading? Address both mechanical interlocking and particle breakage in your answer.
Assignment 5: Ballast height and formation stress
A new double-track railway line is designed for a maximum speed of 250 km/h with 60E1 rails on concrete sleepers. The design axle load is 22.5 t. The formation (subgrade) consists of compacted granular fill with an allowable bearing stress of 0.25 MPa.
(a) State the minimum total ballast height from SOK to the formation plane according to Bane NOR technical regulations for (i) a line with 60E1 rail at \(v \leq 200\) km/h and (ii) the same line at \(v = 250\) km/h. Explain the physical reason for the speed-dependent increase.
(b) Using a simplified load-spread model (load spread angle \(35^{\circ}\) from sleeper edge through the ballast layer), estimate the formation stress for the central sleeper carrying 50 % of a 22.5 t axle load with a dynamic amplification factor of 1.4. Use sleeper dimensions \(2.6\,\text{m} \times 0.26\,\text{m}\), assume the distance from SOK to the sleeper underside is 410 mm, and use the \(v = 250\) km/h total ballast height from part (a). State whether the allowable formation stress of 0.25 MPa is satisfied.
(c) If the formation stress exceeds the allowable limit, list three design measures that can reduce formation stress, and explain the mechanism by which each operates.
(d) Explain the purpose of the lower ballast layer (nedre ballastlag) in the two-layer system. At what depth below top of rail (SOK) is the boundary between the upper and lower ballast layer defined in Bane NOR technical regulations?
Assignment 6: Ballast cleaning and renewal
An existing single-track line is scheduled for maintenance. Track geometry recording shows the following standard deviations over a 500 m test section: longitudinal level \(s_z = 3.1\) mm, alignment \(s_y = 2.4\) mm. A core sample reveals a 0–22.4 mm fraction of 31 % (Bane NOR technical regulation cleaning trigger: 30 %). The line carries mixed traffic (passenger and freight) with axle loads up to 22.5 t.
(a) According to the technical regulations, should ballast cleaning be planned for this section? Quote the relevant threshold and state your conclusion.
(b) Describe the working principle of a ballast-cleaning machine (undercutter/shoulder cleaner). In your answer, explain how the excavated ballast is screened and what happens to the rejected material.
(c) After cleaning, new ballast must be added to restore the design profile. Explain why the cleaned (reclaimed) ballast cannot automatically be returned to the upper ballast layer, and what quality checks are required before any reclaimed material is re-used.
(d) Tamping is required after ballast renewal. Explain the tamping process step by step, and describe how tamping affects the ballast skeleton in the short and long term.
(e) Ground-penetrating radar (GPR) is used both before and after a cleaning campaign. What parameters does GPR measure in ballast, and how does the post-cleaning GPR profile confirm that the intervention was successful?
-
Note: in NS-EN 13450, the finkorn (category A) threshold uses the 0.5 mm sieve, while the finstoff (dust/fines, category D) threshold is 0.063 mm. These two limits measure different aspects of contamination and should not be conflated. ↩