Track Superstructure¶
2.1 Introduction¶
The track superstructure is the track structure constructed above the formation plane (formasjonsplanet). It consists of rails, rail joints and welds, fastening systems (including insulators and rail pads), sleepers, and ballast. Switches and crossings, as well as ballast-less (slab) track systems, are also part of the superstructure.
The governing principle stated in Bane NOR technical regulations is that "all components used in the track must be capable of withstanding the loads to which they will be subjected due to traffic or other influences." [10]
Ballast is treated separately in Chapter 3 because its specification, quality requirements, and maintenance form a distinct engineering discipline. The present chapter covers rails, fastening systems, sleepers, and slab track [65, 124, 141].
2.2 Functional Requirements¶
The track superstructure must satisfy several simultaneous functional requirements [65, 10]:
Load transfer.¶
The primary task is to receive forces from traffic and transmit them to the substructure without damaging either the superstructure components or the formation.
Controlled stiffness and elasticity.¶
The stiffness of the superstructure strongly influences the fatigue life of all components and ride comfort. Excessive stiffness concentrates load; insufficient stiffness allows large deflections and accelerates geometry degradation.
Wear resistance.¶
Minimising wear requires careful material selection. Rail wear depends on steel grade, rail and wheel profile geometry, and the friction conditions at the wheel–rail contact.
Accommodation of thermal forces.¶
Temperature variations produce axial stresses in the rails. These stresses impose demands on the design of fastenings, sleepers, and ballast shoulders to prevent lateral buckling (sun kink) at high temperatures and rail fracture at low temperatures.
Electrical insulation.¶
Where track circuits are used for train detection, electric current is conducted through the rails and shunted by rolling stock. Components in contact with the rail must provide adequate electrical insulation to prevent current leakage through sleepers, fastenings, or ballast that would compromise signalling.
Ease of installation and component replacement.¶
Track possession time is costly. All components must be designed for fast assembly and rapid replacement.
Economy.¶
Life-cycle cost includes material cost, component service life, labour, machine access, and the cost of traffic disruption caused by failures.
2.3 Load Types Acting on the Superstructure¶
The superstructure must resist actions in three principal directions: vertical loads from vehicle weight, longitudinal loads from temperature, traction, and braking, and lateral loads from curving and stability effects.
2.3.1 Vertical Loads¶
Vertical loading is commonly separated by origin because each load type affects design checks and maintenance deterioration differently.
-
Static loads arise from the dead weight of the vehicle distributed over its axles.
-
Quasi-static loads arise from centrifugal force in curves and cant deficiency or excess, producing lateral load transfer between the two rails of an axle.
-
Dynamic (impact) loads are caused by irregularities in the rail surface (wheel flats, corrugation, uneven joints) or wheel running surface. Dynamic loads can reach \(2.5\) times the static axle load at localised imperfections.
2.3.2 Longitudinal Loads¶
Longitudinal actions act along the rail and are transferred through the fastening system, sleepers, and ballast restraint.
-
Thermal loads: high temperatures cause compressive rail stress and risk of lateral buckling (solslyng); low temperatures cause tensile stress and risk of rail fracture.
-
Traction and braking forces transmitted through the fastening system into sleepers and ballast.
2.3.3 Lateral Loads¶
Lateral forces arise from wheel–rail contact in curves, hunting oscillation, and thermal expansion in continuously welded rail. They are resisted primarily by the ballast shoulder (or the slab, in slab track).
2.4 Track Construction Classes¶
Bane NOR defines superstructure classes (overbygningsklasser) that [10] prescribe maximum permissible axle loads and speeds for different vehicle categories. The class is one of the primary determinants of which traffic may operate on a given line. Table 2.1 reproduces the technical regulation requirements [10].
| Class | Passenger coaches | EMU/DMU sets | ||
|---|---|---|---|---|
| 2-3(lr)4-5 | Axle [t] | v [km/h] | Axle [t] | v [km/h] |
| a | 16 | 90 | 16 | 90 |
| b | 18 | 100 | 18 | 100 |
| c | 18 | 160 | 20.5 | 90 |
| c+ | 18 | 160 | 20.5 | 160 |
| d | 20 | 200 | 25/22.5/18 | 70/100/110 |
| Ofotbanen | 18 | 130 | 20.5 | 130 |
| Class | Freight and work vehicles | ||
|---|---|---|---|
| 2-4 | Axle [t] | v [km/h] | vbogie [km/h] |
| a | 22.5/16.5 | 30/70 | 70 |
| b | 22.5/20.5/18 | 30/70/80 | 80 |
| c | 22.5/20.5/18 | 80/100/100 | 110 |
| c+ | 22.5/20.5/18 | 90/100/110 | 120 |
| d | 31/22.5 | 50/90 | 120 |
| Ofotbanen | 22.5/35 | 70/50 | 70 |
Track structures specified for new construction and track renewal are class c, d, and Ofotbanen 35 t. The following sections describe the components of these classes.
2.5 Rails¶
Rails are treated first because they are both the running surface and the primary beam that distributes wheel loads to the rest of the superstructure.
2.5.1 Function and Design Parameters¶
Rails are the primary load-bearing element of the superstructure [82, 60]. The following design parameters govern rail selection:
-
Contact pressure and wear: the high Hertzian contact stress demands a steel with sufficient hardness and wear resistance.
-
Bending resistance: a large vertical second moment of area \(I_y\) spreads the load over several sleepers and limits deflection.
-
Resistance to thermal buckling: a large horizontal second moment of area \(I_z\) increases resistance to lateral buckling under compressive thermal stress.
-
Toughness at low temperature: the rail steel must not fracture brittly at the lowest design temperature (typically \(-40\,^\circ\mathrm{C}\) in Norway).
-
Fatigue and impact resistance: cyclic and impact loading requires high fatigue strength and ductility.
-
Weldability: since joints are predominantly made by welding, the alloy composition must permit reliable field welds.
2.5.2 Historical Development of Rail Profiles¶
Figure 2.1 shows the evolution of the rail cross-section from the earliest railways to the modern broad-foot (Vignole) profile used worldwide today:
-
Wooden or cast-iron strap rails (from 1630) attached to timber beams.
-
Cast-iron edge rail and fish-belly section (1776–1789).
-
U-section (channel rail, 1835) and double-headed (bullhead) rail (1858).
-
Ox-head section (oksehode, 1896).
-
Modern broad-foot (flat-bottom/Vignole) section, now the universal international standard.

(a) Strap rail fixed to timber

(b) Early timber-supported track
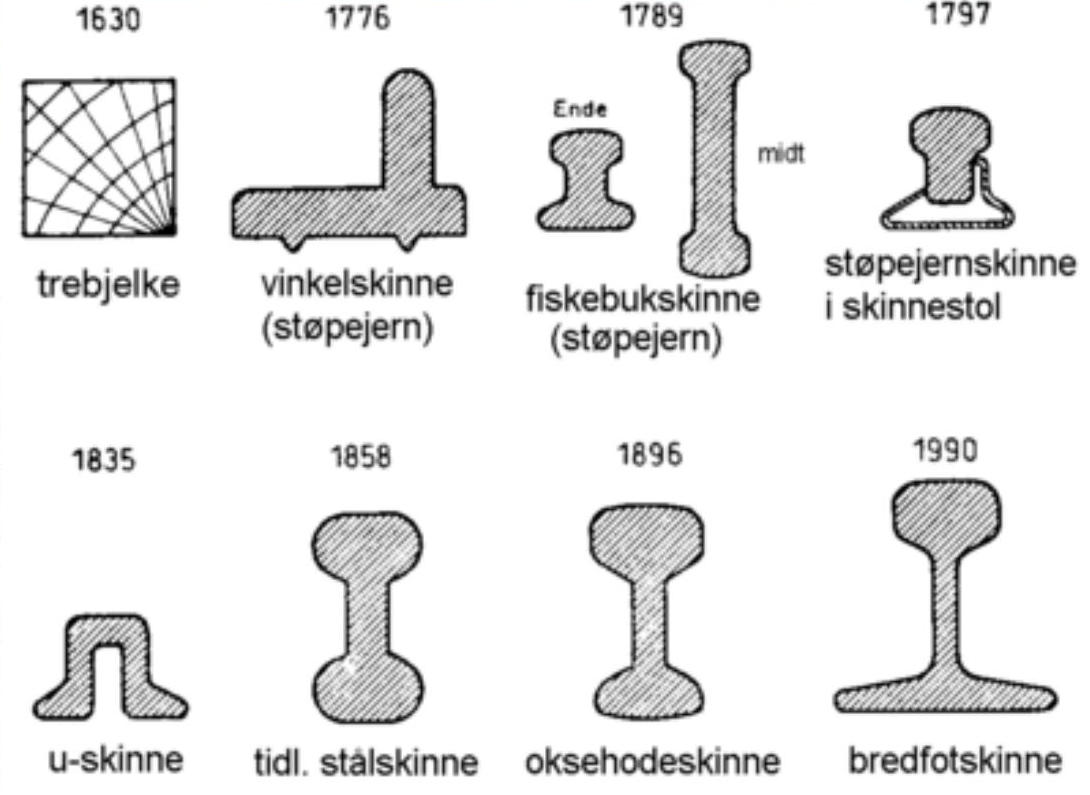
(c) Cross-section evolution toward flat-bottom rail
2.5.3 Rail Profiles Used in Norway¶
The designation system follows the UIC/EN convention: the number gives the linear mass in kg/m and the letters identify the profile geometry [82, 10]. Table 2.2 lists the profiles found on the Norwegian network.
| Profile | Mass [kg/m] | Remarks |
|---|---|---|
| 35 kg | 35 | Old profile; still in service on some secondary lines |
| NSB40 | 40 | Former NRS standard |
| S41 | 41 | Former standard |
| 49E1 | 49 | Widely used on class c lines; foot width 125 mm |
| 54E1/E2/E3 | 54 | Standard for class c; 54E3 has the same foot width as 49E1 |
| 60E1 | 60 | Standard for new construction class c and d; \(I_y = 3\,055 \times 10^4\,\mathrm{mm}^4\), \(W_{yf} = 335 \times 10^3\,\mathrm{mm}^3\) |
| 60E2 | 60 | Ofotbanen 35 t class; slightly larger head radii than 60E1 |
The 60E1 and 60E2 profiles are specified for all new track construction and track renewal to class c, d, and Ofotbanen 35 t standard. The 49E1/54E3 combination is used for class c track under the JBV54 FE construction. Figure 2.2 compares an old light rail profile with the modern 60E1 broad-foot profile used for new construction.
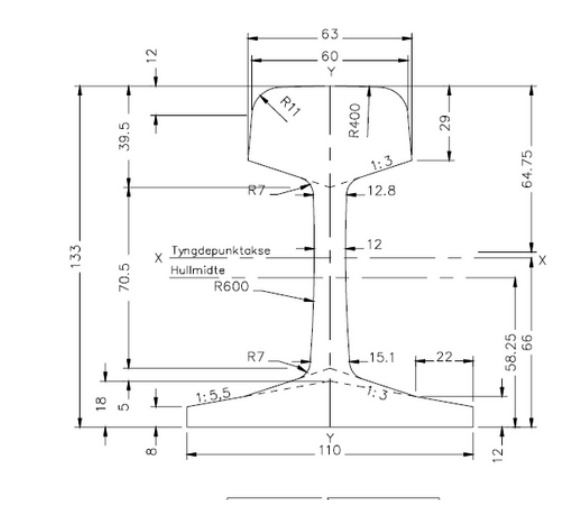
(a) 35 kg rail profile
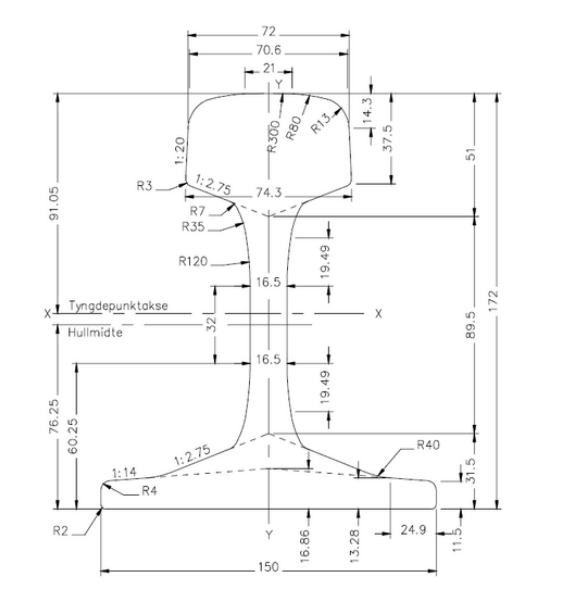
(b) 60E1 rail profile
2.5.4 Rail Steel Metallurgy¶
Rail steel is a pearlitic high-carbon steel whose mechanical properties are controlled through alloying elements and heat treatment:
-
Carbon (C, 0.4–0.8 %): increases hardness; reduces toughness and weldability.
-
Manganese (Mn, 0.6–1.8 %): increases strength, wear resistance, and low-temperature toughness; reduces weldability.
-
Silicon (Si, 0.13–1.12 %): deoxidises the melt; prevents oxygen porosity.
-
Chromium (Cr) and Vanadium (V, 0–1.3 % total): increase hardness and wear resistance; reduce toughness and weldability.
-
Impurities (S, P, O, H, N): undesirable; reduce toughness and weldability.
2.5.5 Rail Steel Grades and Bane NOR Selection Criteria¶
Rail steel quality is specified by its minimum tensile strength [158, 82]. The grades used by Bane NOR are:
-
R200 (680 MPa): superseded; found only in old track.
-
R260 (880 MPa): standard grade without elevated Mn content.
-
R260Mn (880 MPa): standard grade with elevated Mn; better low-temperature toughness. Default Bane NOR grade for tangent track and large-radius curves.
-
R320Cr (1 080 MPa): Cr-alloyed; higher hardness.
-
R350HT: head-hardened by accelerated cooling; tensile strength \(\approx 1\,175\) MPa; used in tight curves where lateral wear governs.
The technical regulations specify the required grade as a function of curve radius and annual traffic tonnage (Table 2.3).
| Curve radius \(r\) | Traffic [MGT/yr] | Required grade |
|---|---|---|
| \(r > 500\,\mathrm{m}\) | any | R260Mn |
| \(250\,\mathrm{m} < r \leq 500\,\mathrm{m}\) | \(< 5\) MGT | R260Mn |
| \(250\,\mathrm{m} < r \leq 500\,\mathrm{m}\) | \(\geq 5\) MGT | R350HT |
| \(r \leq 250\,\mathrm{m}\) | any | R350HT |
The boundary values are to be read literally: \(r=500\) m belongs to the \(250<r\leq500\) m category, and \(r=250\) m belongs to the \(r\leq250\) m category. The traffic value is annual gross tonnage in MGT/year (million gross tonnes per year); some Norwegian source tables use the equivalent notation MBT/year.
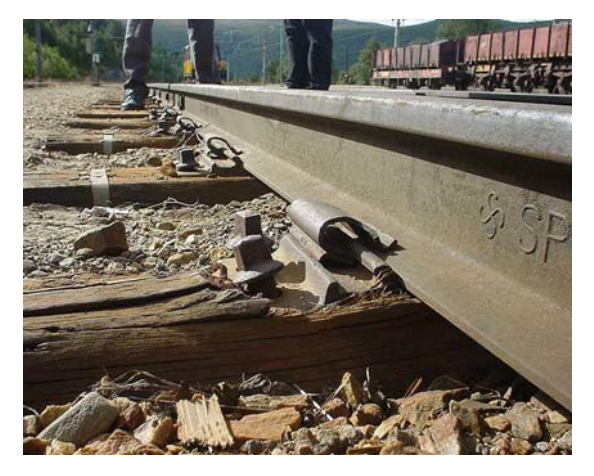
A typical curved-track situation where higher-strength or head-hardened rail may be required is shown in Figure 2.3.

Note that R350HT in straight track or large-radius curves offers no wear advantage over R260Mn and may actually promote rolling contact fatigue (RCF) if the wear rate is low [65, 115]. On Ofotbanen and Dunderlandsbanen, where axle loads reach 30–35 t, special grades with even higher tensile strength are specified.
Rails are delivered from the rolling mill in lengths of 40–120 m and are pre-welded into panels of 120–400 m by factory flash-butt welding before transport to site [81].
2.5.6 Rail Welding¶
Continuously welded rail (CWR) eliminates the dynamic impact at joints and is the standard for mainline track. Two welding methods are used in practice for rail-end joining in CWR production and field closure work.
Flash-butt welding (brennstuksveising).¶
A high electric current and large compressive force are applied simultaneously to the rail ends, heating them to forging temperature and fusing them together. Performed in a welding plant (for long panels) or with a mobile machine in the track for closure and expansion welds.
Thermite welding (thermitsveising).¶
The exothermic reaction between iron oxide and aluminium (thermite) produces molten steel at approximately \(2\,500\,{}^\circ\mathrm{C}\), which is poured into a mould around the rail gap and solidifies to fuse the ends. Used for field closure welds when inserting a new panel into an existing CWR string.
The two welding methods are compared in Figure 2.4, which shows the field thermite process alongside a mobile flash-butt welding machine.

(a) Thermite closure weld in the track

(b) Mobile flash-butt welding machine
the technical regulations require that all welds be inspected ultrasonically after completion and that the finished weld profile conform to the rail head tolerances specified in the relevant European standard [81, 78].
2.5.7 Rail Joints¶
Where a physical gap in the rail is unavoidable (signalling section breaks, bridges), the following joint types are used:
Fishplate joints (laskeskjøter).¶
Conventional bolted joints with steel fishplates. Rarely used in modern main track because they create dynamic impact loads and require intensive maintenance.
Temporary/emergency joints (nødlask).¶
Used after rail fracture or during track works. Provide mechanical continuity but cannot transfer full bending moment.
Expansion joints (glideskjøter).¶
Used at bridges to permit longitudinal rail movement where the rail crosses a structure with different thermal expansion behaviour from open-line CWR.
The practical appearance of these joint types is shown in Figure 2.5.

(a) Bolted fishplate joint
(b) Temporary/emergency joint

(c) Expansion joint on bridge
Insulated joints (isolerte skjøter).¶
Electrically insulating joints separating adjacent track circuit sections. Three types are used:
-
MT joint: adhesive-bonded insulating material between rail end and fishplate. Most common historically; no longer installed (health and safety concerns with fumes).
-
S joint (skråskjøt): factory-prefabricated, adhesive-bonded, with angled rail cut. Higher quality than MT; current standard for insulated joints.
-
Excel joint: load-transferring fishplate design; longitudinal stresses are carried by the fishplate rather than the insulating interface.
2.5.8 Rail Defects¶
Rail defects are classified as internal (subsurface) or surface defects. This section gives only a short overview; rail defects, inspection methods, classification, and maintenance responses are treated in more detail in Chapter 15.
Internal defects.¶
-
Transverse crack / kidney crack (tverrsprekk / nyrebrudd): grows from a subsurface nucleation site (typically a hydrogen or non-metallic inclusion), propagating transversely through the rail head. Risk of sudden fracture; detected by ultrasonic inspection.
-
Horizontal crack: propagates parallel to the running surface, often at the web–head interface.
-
Vertical crack: propagates downward through the web.
Surface and near-surface defects.¶
-
Shelling / spalling (kontaktutmatting): subsurface RCF cracks coalesce and cause material loss from the rail head; typically on the gauge corner or crown.
-
Head checks (kjørekantsprekker): fine surface cracks at the gauge corner, caused by RCF in curves; propagate at a shallow angle into the head.
-
Squats: broad, shallow surface defects on the rail crown associated with a "W"-shaped depression in the running surface. Initiated by small surface irregularities and driven by plastic flow and RCF.
-
Wheel flats / skid marks (sluresår): flat spots produced by wheel slide during braking. Generate severe impact forces at each wheel revolution.
Defects are detected by periodic inspection using ultrasonic testing trolleys and geometry recording vehicles. The Bane NOR Technical Regulations prescribe inspection intervals and intervention thresholds for each defect type.
2.6 Fastening Systems¶
The fastening system (befestigelse) connects the rail to the sleeper [85, 86]. It must transmit vertical, lateral, and longitudinal forces from the rail; maintain correct track gauge and rail cant; provide electrical insulation; permit controlled vertical elasticity; resist fatigue; and allow fast installation and replacement.
2.6.1 Non-Elastic Fastenings¶
Rail spikes (skinnespiker / "dog").¶
A direct, non-elastic fastening: a square-section spike driven through a base plate into the timber sleeper alongside the rail foot. Simple but provides no clamping force on the rail. Found only on very old or lightly loaded track.
K-fastenings (klemgods).¶
An indirect, non-elastic clamp bolted to a base plate spiked to the sleeper. Better lateral restraint than a spike alone.
Figure 2.6 contrasts a direct rail spike with an indirect K-fastening and identifies the main K-fastening components.

(a) Direct rail spike fastening
(b) Indirect K-fastening
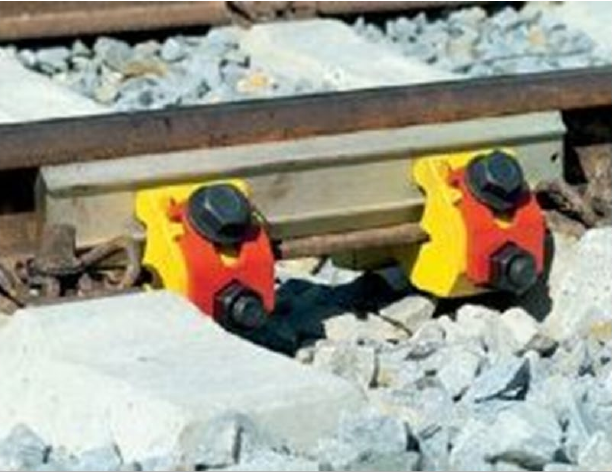
2.6.2 Elastic Fastenings¶
Elastic fastenings use a spring clip to apply a sustained clamping force (klemkraft) on the rail foot, preventing rail movement under load and maintaining electrical isolation.
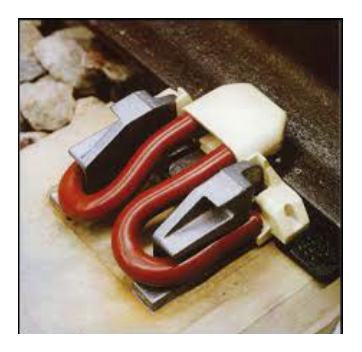
Hey-Back fastening.¶
Invented by Norwegian railway engineers Heyerdahl Larsen and Backe Hanson (hence "Hey-Back"), patented in 1942, and adopted in several countries including Sweden and the United Kingdom. A two-ended spring clip engages notches in a base plate and presses on the rail foot.
The Hey-Back arrangement is shown as both a principle drawing and an installed fastening in Figure 2.7.
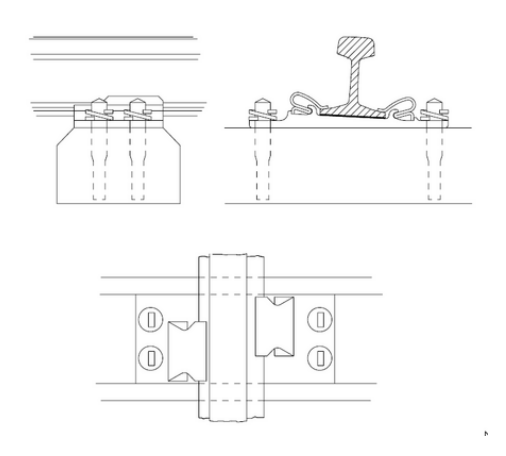
(a) Principle drawing

(b) Installed fastening
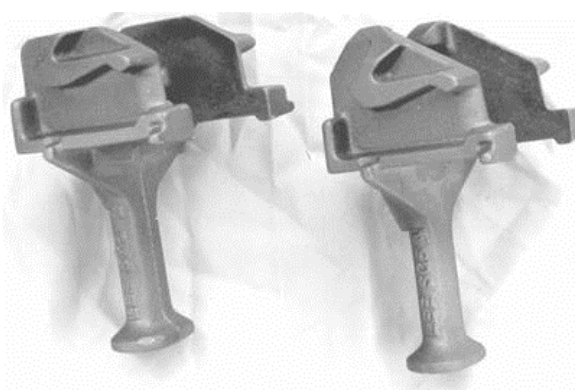
Pandrol PR-clip and E-clip.¶
Invented by Norwegian railway engineer Per Pande-Rolfsen (hence "Pandrol"). Single-ended spring clips engaging a cast-in sleeper anchor and pressing on the rail foot. Cheaper to produce and install than the Hey-Back; larger and more durable clamping force. The E-clip is the improved version with better spring characteristics.
Figure 2.8 compares the PR-clip and E-clip as loose components and as installed fastenings.

(a) PR-clip component
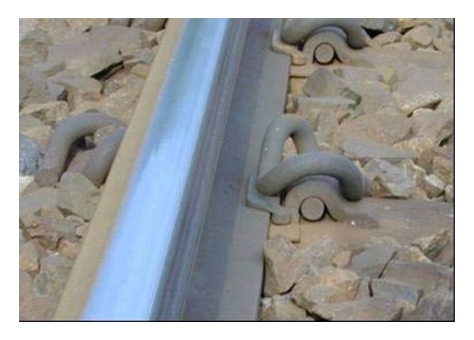
(b) PR-clip installed on track

(c) E-clip component
(d) E-clip installed on track
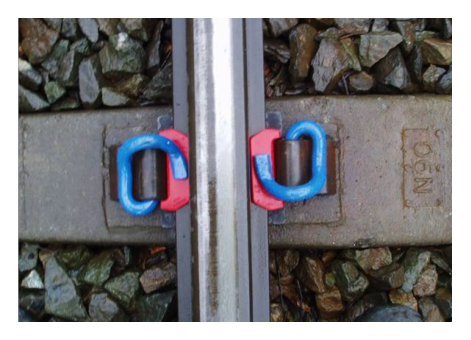
Pandrol Fastclip FE [10, 85] (current Bane NOR standard).¶
Higher clamping force than PR/E-clip; can be pre-installed (premontert) on the sleeper in the factory before delivery to site, significantly reducing track installation time. Current standard: Pandrol Fastclip FE 1404 with JBV 60 Dual Rail anchor (accepting both 49E1/54E3 and 60E1 profiles) or JBV 54 anchor (49E1/54E3 only).
The pre-installed and locked Fastclip positions are shown in Figure 2.9.
(a) Pre-installed/open position

(b) Locked against the rail foot
The Dual Rail concept allows one sleeper type to accept two different rail profiles (e.g. JBV 60 Dual Rail accepts both 49E1/54E3 and 60E1), so the sleeper does not need to be replaced when the rail profile is upgraded.
Other fastening systems used internationally but less common in Norway include the Vossloh W30 (used on Ofotbanen with 60E2 and BN 24 sleeper) and the French Nabla system (used in some space-constrained tunnels), illustrated in Figure 2.10.

(a) Vossloh W fastening

(b) Nabla fastening
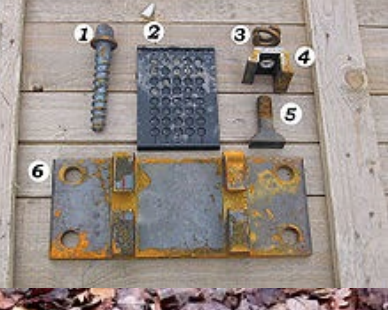
2.6.3 Fastening Components¶
Rail pads (mellomlegg).¶
Placed between the rail foot and the sleeper (or base plate). Primary functions: reduce peak contact pressure; provide controlled vertical elasticity (static stiffness 40–60 kN/mm per pad); and provide electrical insulation. Current standard: 10 mm rubber pad. Previously 5 mm EVA plastic. Softer pads provide more damping but allow greater rail roll and may accelerate clip fatigue. Rail pads must be considered together with under-sleeper pads (Section 2.7.6) to avoid resonance and excessive total deflection.
Insulators (isolatorer).¶
Plastic toe and shoulder insulators prevent electrical contact between the spring clip and the rail foot. Colour-coded by rail profile and fastening type to prevent assembly errors.
Sleeper anchors (svilleanker).¶
Cast into the sleeper during manufacture; provide the engagement surface for the spring clip. Geometry is specific to the fastening system and sleeper type.
The individual pad, insulator, and anchor components are shown in Figure 2.11.

(a) Rail pad

(b) Toe and side insulators
(c) Cast-in anchors
2.6.4 Standard Track Constructions in the Bane NOR Technical Regulations¶
Table 2.4 reproduces the technical regulation table of standard track constructions for new-build and track renewal works.
| Designation | Rail | Fastening | Sleeper | Class |
|---|---|---|---|---|
| JBV60 FE | 60E1 | Pandrol FE 1404 Fastclip | Concrete JBV 60 | d |
| BNF60 FE | 60E1 | Pandrol FE 1404 Fastclip | Concrete BNF 60 | d |
| BN24 W30 | 60E2 | Vossloh W30 | Concrete BN 24 | Ofotbanen 35 t |
| JBV54 FE | 49E1/54E3 | Pandrol FE 1404 Fastclip | Concrete JBV 54 | c |
2.6.5 Worked Example: Track-Class Component Selection¶
Question. Select a preliminary superstructure for a new double-track main-line section with superstructure class d, minimum curve radius \(r=1000\) m, and annual gross tonnage of 12 MGT/year. State the rail profile and grade, standard track construction, fastening, sleeper, and whether a friction sleeper or under-sleeper pad is automatically required.
Step 1: confirm the governing class. The project requirement is class d. From Table 2.1, this class supports the main-line speed and axle-load range used for new construction. The class is therefore treated as an input to component selection, not something inferred from annual tonnage alone.
Step 2: select the rail profile and steel grade. Table 2.4 shows 60E1 rail for the JBV60 FE class d construction. Because \(r>500\) m, Table 2.3 requires R260Mn irrespective of annual tonnage. The 12 MGT/year value would become decisive only in the \(250<r\leq500\) m range. Specifying R350HT here would add hardness without a demonstrated wear need and could reduce the beneficial wear that removes shallow rolling-contact-fatigue damage.
Step 3: select the standard construction. A consistent preliminary selection is:
| Design item | Selection | Reason |
|---|---|---|
| Rail | 60E1, grade R260Mn | Standard class d profile; \(r>500\) m governs the grade. |
| Fastening | Pandrol FE 1404 Fastclip | Matches the JBV60 FE standard construction and provides elastic restraint. |
| Sleeper | Concrete JBV 60 | Standard class d sleeper used with the selected fastening. |
| Construction | JBV60 FE | Complete Bane NOR standard construction rather than an arbitrary component mix. |
| Friction sleeper | Not required by this case | The 1000 m curve does not create the tight-curve restraint need that motivates BNF60. |
| Under-sleeper pad | Project-specific option | Use only where transition stiffness, vibration, or ballast-contact conditions justify it. |
Engineering check. This selection establishes a compatible superstructure, but it does not complete the track design. Formation capacity, drainage, ballast profile, CWR stability, transition zones, turnouts, and whole-life maintenance still require separate checks. On a 150 m-radius industrial siding, low speed does not remove the need for tight-curve wear and restraint checks alongside basic component compatibility.
2.7 Sleepers¶
Sleepers (sviller) maintain track gauge, distribute rail foot pressure over the ballast, provide lateral and longitudinal resistance against track movement, hold the rail at the correct cant (1:20 for new track), and fix the fastening system [124, 141].
2.7.1 Timber Sleepers¶
Currently, hardwood sleepers (beech/oak from Germany and the Czech Republic) are used. Norwegian pine, the historical material, has been phased out.
Advantages.¶
Light (60–80 kg); easy to handle without machinery. Good natural elasticity reduces sensitivity to impact loads and lowers demands on ballast quality. Can be bored, sawn, and adapted in the field.
Disadvantages.¶
Susceptible to rot (råte): screw holes enlarge and base plates dig in, leading to loose fastenings. Lower lateral resistance than concrete sleepers; more susceptible to sun kink. Creosote impregnation has been classified as carcinogenic and prohibited since 2018; the replacement preservative "Sleeper Protect" has limited service history.
Service life.¶
15–40 years, depending on species, loading and drainage.
Timber sleepers prepared for installation are shown in Figure 2.12.

When timber sleepers deteriorate, the damage often appears around the rail seat; typical failure modes include plate cutting, cracking, and local crushing around the fastening area.

(a) Sunken base plate and loose fastening
(b) Degraded timber sleeper at the rail seat
2.7.2 Bridge Sleepers¶
Bridge sleepers (brusviller) are special timber sleepers used on open-deck bridges and other bridge details where ordinary ballasted sleeper support is not available. They must provide rail support, gauge restraint, and connection to the bridge deck while also accommodating walkways, guard rails, and bridge-specific fastening details, as shown in Figure 2.14.

2.7.3 Composite Sleepers¶
Manufactured from polymer-based materials (typically recycled plastics or glass-fibre- reinforced resin). Can be bored and adapted like timber sleepers. Service life \(\geq\)<!-- -->40 years. Expected to progressively replace timber sleepers as the long-term effects of the creosote ban take hold and timber prices rise. Figure 2.15 shows composite sleepers both in track and during field installation.

(a) Composite sleepers in track

(b) Installation in the field
2.7.4 Concrete Sleepers¶
Prestressed concrete monoblock sleepers are the standard for all new construction and major renewal on the Norwegian main network [10, 124].
Properties.¶
Heavy (240–300 kg): provides high lateral and longitudinal resistance. Sleeper anchors are cast in at the factory; cannot be drilled or adapted in the field without compromising the reinforcement. Effectively rigid (no elastic deformation): under excessive ballast stress the sleeper cracks rather than deflects, so adequate ballast depth is essential. Not susceptible to rot; service life 40–50 years.
The standard monoblock form and typical geometry are shown in Figure 2.16.

(a) Concrete sleepers in track
(b) Typical sleeper geometry
Typical defects.¶
Alkali–silica reaction (ASR): alkalis from the cement react with reactive silica in the aggregate in the presence of water, forming a swelling gel that produces internal cracking. Cracks are typically longitudinal and parallel; they develop slowly (\(>20\) years) at low temperature but accelerate once crack widths exceed 1 mm due to frost action. Cracks reaching the cast-in anchor are particularly critical. Sleepers from Norwegian production runs before approximately 1990 are affected.
An ASR-damaged sleeper is shown in Figure 2.17.

Ballast crushing from the underside (vaskesviller/knusing): if the ballast layer is too thin on a hard formation, the sleeper underside is worn away. Poor drainage promotes "pumping" of the sleeper in wet conditions, followed by crushing against a hard substrate in dry conditions.
A typical underside damage pattern is shown in Figure 2.18.

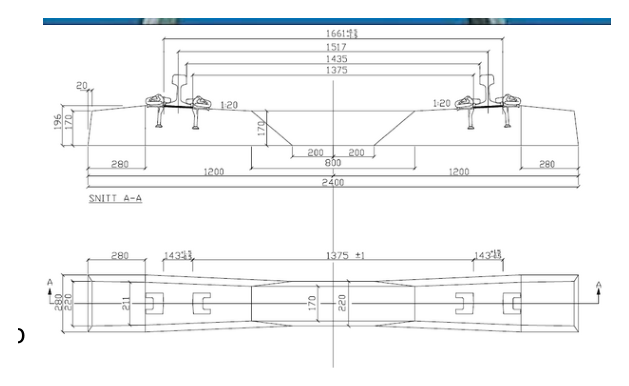
2.7.5 Friction Sleeper BN60¶
The BN60 friction sleeper (friksjonsville) is a specially designed concrete sleeper that increases lateral resistance in curves by shifting the shear plane from the smooth sleeper underside into the ballast body, where internal friction is higher. The profiled underside is shown in Figure 2.19.

(a) BN60 sleeper with profiled underside
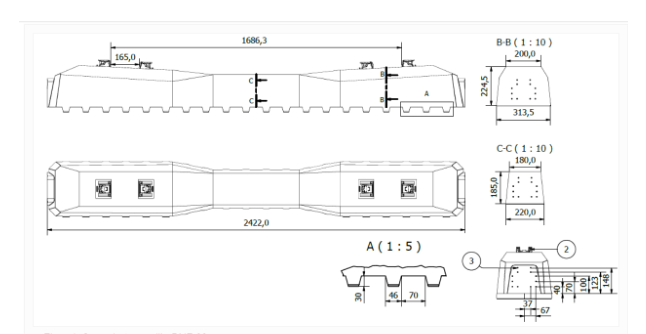
(b) Principal dimensions and underside profile
Technical regulation requirements:
-
Mandatory: use BN60 friction sleepers for new construction and track renewal where curve radius \(r < 250\,\mathrm{m}\).
-
Recommended: use BN60 friction sleepers where \(250\,\mathrm{m} \leq r \leq 300\,\mathrm{m}\).
Compatible rail profiles: 49E1, 54E3, and 60E1.
2.7.6 Under-Sleeper Pads (USP)¶
Under-sleeper pads (svillematter, USP) are resilient rubber pads bonded to the underside of concrete sleepers, as shown in Figure 2.20. They reduce ballast crushing stress, provide additional vertical elasticity at stiff locations (bridges, culverts), and attenuate structure-borne noise and vibration.

the technical regulations specify the area-specific static bedding modulus \(C_\mathrm{STAT}\) (N/mm\(^3\)) as a function of sleeper type (Table 2.5).
| Sleeper type | \(C_\mathrm{STAT}\) [N/mm\(^3\)] |
|---|---|
| JBV 60 (standard) | 0.10–0.15 |
| JBV 60 (stiffer variant) | 0.25–0.30 |
| OB35 HAL | 0.25–0.30 |
| JBV 60 Ofotbanen | 0.30–0.35 |
| JBV 54 (softer) | 0.15–0.20 |
| JBV 54 (stiffer) | 0.25–0.30 |
Application rules (technical regulations):
-
\(C_\mathrm{STAT} \leq 0.15\,\mathrm{N/mm^3}\): permitted where full ballast depth is not achievable (depth may be reduced by up to 100 mm) and at abrupt stiffness transitions (culverts, bridge abutments).
-
\(C_\mathrm{STAT} \leq 0.35\,\mathrm{N/mm^3}\): permitted on open line to reduce ballast degradation and suppress short-pitch corrugation on the inner rail in curves.
-
USPs must not be combined with ballast mats or XPS insulation sheets; this can produce adverse resonance effects and excessive deflection.
2.7.7 Sleeper Type Comparison¶
The main sleeper choice is a trade-off between cost, mass, elasticity, adaptability during renewal work, and expected service life.
| Property | Timber | Composite | Concrete |
|---|---|---|---|
| Cost (incl. fastening) | \(\approx\)<!-- -->3 600 NOK |
\(\approx\)<!-- -->3 300 NOK |
\(\approx\)<!-- -->900 NOK |
| Mass | 60–80 kg | 70–80 kg | 240–300 kg |
| Elasticity | Good | Good | Negligible |
| Field adaptability | Yes | Yes | Very limited |
| Service life | 15–40 yr | \(\geq\)<!-- -->40 yr |
40–50 yr |
| Main failure mode | Rot | N/A | ASR cracking |
2.8 Ballast-less (Slab) Track¶
Slab track is included as a contrast to conventional ballasted track, since it changes the way support stiffness, settlement, renewal, and maintenance are handled.
2.8.1 Concept and Characteristics¶
Slab track (fastspor) is a track system in which rails and fastenings are mounted on a continuous reinforced concrete slab or asphalt mat instead of on discrete sleepers in a ballast bed; Figure 2.21 shows tunnel and prefabricated slab-track examples.
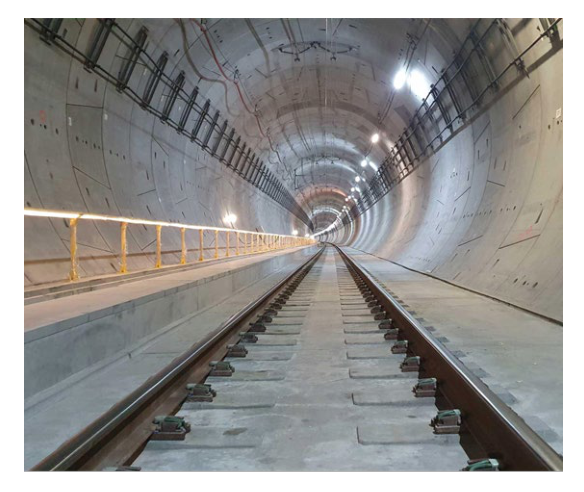
(a) Slab track in tunnel

(b) Prefabricated concrete slab-track elements
Advantages.¶
Significantly lower structural depth, reducing tunnel cross-section and excavation cost. Very low maintenance requirements: no tamping or ballast renewal needed [65]. High long-term track geometry stability.
Disadvantages.¶
Substantially higher initial construction cost. Very limited geometry adjustment: corrections require replacing small fastening components; large corrections require breaking out and reconstructing the slab. Settlement in the subgrade beneath the slab is very difficult to correct. Cannot be combined with switches and crossings unless the S&C zone lies entirely within the slab section.
2.8.2 Norwegian Application¶
Slab track has been applied so far in the Ulriken and Blix tunnels. The low structural depth is particularly valuable in tunnels. Slab track is also used on bridges and, in principle, on open line, but differential settlement risk makes open-line application demanding. The Ulriken tunnel construction sequence is shown in Figure 2.22.
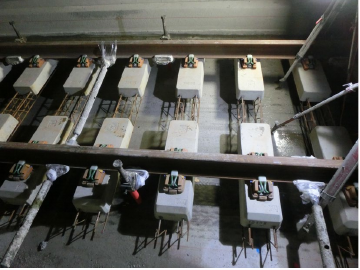
(a) Twin-block sleepers positioned in the tunnel
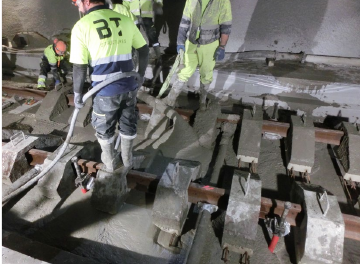
(b) Concrete cast around the sleeper blocks
2.8.3 Standard Slab Track Constructions in the Bane NOR Technical Regulations¶
The technical regulations specify three standard Rheda 2000 slab track systems, all rated class d:
-
Rheda 2000 VIPA DFC: 60E1 rail, Pandrol VIPA DFC fastening, twin-block sleeper B 355.3-DFC cast into the concrete slab.
-
Rheda 2000 Fastclip FCA: 60E1 rail, Pandrol Fastclip FCA fastening, twin-block sleeper B 355.3-FCA cast into the slab.
-
Rheda 2000 Vanguard/VIPA DFC retrofit: for upgrading existing Rheda slabs to a new fastening system without reconstructing the slab.
2.9 Chapter Summary¶
System role. Rails, fastenings and sleepers work together to carry wheel loads, maintain gauge, guide the wheelsets and distribute forces to the ballast or slab. The rail is the running surface and main bending member, but it cannot perform correctly unless the fastening system holds it in position and the sleeper provides stable support. This is why superstructure design is a system choice rather than a list of independent components.
Rails and steel. Rail sections such as UIC 54 and 60E1 differ in bending capacity, head area, wear reserve and compatibility with modern track classes. Steel grade selection also matters: standard grades may be suitable for moderate conditions, while head-hardened or premium grades are used where curvature, axle load, traction or wear rates justify the additional performance. The profile and grade therefore connect mechanical design with maintenance planning.
Fastenings. Non-elastic fastenings are historically important, but modern track normally uses elastic systems that provide toe load, gauge restraint, rail-seat insulation and controlled resilience. The fastening stiffness affects rail deflection, vibration, noise, corrugation tendency and the load transferred into the sleeper and ballast. Fastening choice is especially important in curves, bridges, slab track and other locations where longitudinal or lateral restraint must be carefully controlled.
Sleepers. Timber, bridge, composite, concrete, friction and under-sleeper-pad sleepers each solve different engineering problems. Concrete sleepers are standard for high-capacity mainline track because they provide mass, dimensional stability and fastening performance, while timber and composite sleepers remain relevant in special locations. Sleepers also influence ballast pressure, track stiffness, tamping behaviour and the ability to maintain geometry over time.
Track form. Ballasted track is adjustable and familiar, but its geometry depends on ballast condition and periodic maintenance. Slab track gives a more stable support system with lower geometry maintenance demand, but requires accurate construction and more difficult correction if settlement occurs. The correct choice depends on traffic, tunnel or bridge constraints, access for maintenance, life-cycle cost and the tolerance for long possessions.
Assignments¶
Assignment 1: Superstructure functions and components
The track superstructure must guide the vehicle, transfer loads, provide controlled elasticity, and remain maintainable throughout its service life.
(a) Describe the main functions and requirements of the track superstructure.
(b) List at least six principal superstructure components or elements and state the function of each. Include the core ballasted-track components and mention how special elements such as switches and ballast-less track fit into the superstructure.
(c) Using the superstructure-class table, explain what determines the required overbygningsklasse and state the listed class d axle-load/speed combinations for freight and work vehicles.
(d) Explain why elasticity and electrical insulation are not optional secondary details, but part of the functional design of the superstructure.
Assignment 2: Track-class component selection
Bane NOR is considering two component-selection cases:
Case A: A new 4 km double-track main line section (superstructure class d). The minimum curve radius is 1 000 m; forecast annual tonnage is 12 MGT/year.
Case B: A paper-factory siding connected to class d track is to be upgraded. The smallest curve radius in the siding area is 150 m. The owner wants to permit 22.5 t axle loads, but operating speed is not expected to exceed 30 km/h.
(a) For Case A, select the appropriate rail profile, rail steel grade, standard track construction designation, fastening type, and sleeper type. State whether friction sleepers are required and whether USPs are applicable.
(b) For Case B, propose suitable rails, fastenings, sleepers, ballast/elastic elements, and any special checks needed because the curve radius is only 150 m.
(c) For the fastening choice, explain the principle of Pandrol Fastclip FE and state the typical static stiffness range for the standard 10 mm rail pad used with it.
(d) Compare the two selections and explain why a low-speed siding can still require careful superstructure design.
Assignment 3: Track defect identification
A track inspector identifies the following three defects:
(i) Fine diagonal surface cracks at the gauge corner of the outer rail in a curve (\(r = 350\,\mathrm{m}\)).
(ii) A broad, shallow depression with a "W"-shaped plan on the rail crown on tangent track.
(iii) Parallel longitudinal cracks on the underside of concrete sleepers produced before 1990.
(a) Name each defect type and its root cause.
(b) State whether each originates from fatigue, wear, chemistry, or impact, and which component is primarily responsible.
(c) Which defect is most safety-critical and why?
Assignment 4: Curve geometry deterioration
A 550 m radius curve on a class c line (60E1 rail, concrete sleepers, 130 km/h) has been reporting rapid geometry deterioration. Cant is set to 130 mm. A site inspection reveals: worn rail seat pads on 15% of sleepers; gauge-face wear of 12 mm on the outer rail; corrugation wavelength 120 mm on the inner rail; and a Fouling Index of 38% on the outer ballast shoulder.
(a) For each defect, identify which track component is failing and by what mechanism.
(b) For the gauge-face wear, estimate the relative wear reduction if R350HT reduces the wear coefficient by 35% compared with R260 under otherwise identical contact conditions. State why hardness alone is not a complete wear model.
(c) Suggest a prioritised remediation plan addressing all four defects.
Assignment 5: Resilient track measures
Noise and vibration from trains can degrade superstructure components and disturb the surrounding environment. A tunnel section is being assessed for resilient track measures; the target pass-by noise reduction is at least 3 dB(A). The track support stiffness without USP is \(C_t = 120\) kN/mm. A soft USP reduces this to \(C_t = 60\) kN/mm.
(a) Identify superstructure measures that can reduce component degradation, noise, and vibration. Include rail pads, under-sleeper pads, and under-ballast mats in the discussion.
(b) Using the simplified formula for rail deflection under a single axle load (\(\delta = Q/C_t\)), compare the deflection with and without USP for \(Q = 100\) kN. Comment on the implications for ballast stress distribution.
(c) USPs are claimed to reduce pass-by noise by approximately 2–4 dB(A) in typical installations. Explain the physical mechanism by which reducing track stiffness leads to noise reduction.
(d) State two disadvantages of soft USPs that must be managed in track design, and explain why USPs must not be combined with ballast mats or XPS insulation sheets.
Assignment 6: Ballasted and slab track comparison
Compare a Norwegian class d ballasted track construction with a class d Rheda 2000 Fastclip FCA slab-track construction.
(a) Compare the main components and load-support principles of the two systems.
(b) List the main advantages and disadvantages of ballasted track.
(c) List the main advantages and disadvantages of ballast-less track.
(d) Explain why slab track is especially attractive in tunnels, but demanding on open line.